يكي از روشهاي مرسوم جهت وارد نمودن مـواد دارويـي بـه بـدن انـسان و حيوانـات بـراي جلـوگيري از بيماريها و همچنين درمان بيماريهاي مختلف استفاده از آمپول (سرنگ) ميباشد.
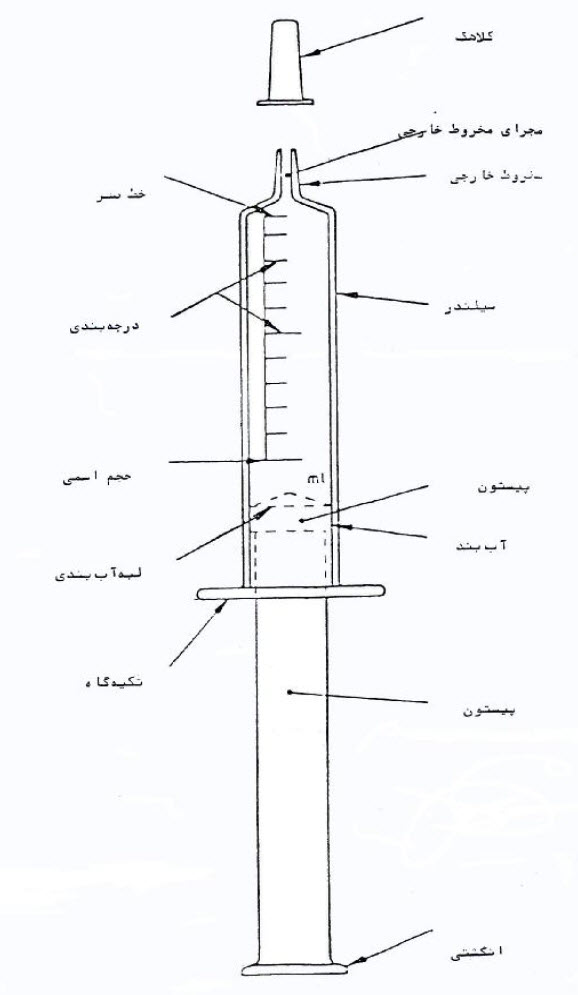
در هنگام تزريق، مواد دارويي وارد محفظ هاي شده و سپس به بدن موجود زنده تزريق ميگردد. شـماي كلـي سرنگ در شكل ١ ارائه شده است .
سرنگ در اندازه هاي مختلفي موجود ميباشد كه از نظـر حجـم بـر حـسب سـيسـي (CC) مـيتـوان به سرنگ های 1،2،2/5،3،5،10،20 و حتی بزرگتر 30 ،50 و 100 سی سی اشاره نمود .
سرنگها از دو قسمت اصلي بدنه و پيستون ساخته ميشـوند. در بعـضي مـوارد نيـز از يـك قطعـه اضـافي لاستيكي در سر پيستون استفاده ميشود كه در اين صورت سرنگ تحت عنوان سرنگ سه قطعـه اي شـناخته ميشود .
قسمت هاي مختلف يك سرنگ در شكل ٢ ارائه شده است.
در سرنگ هاي يكبار مصرف، ماده دارويي قبل از آنكه به بدن تزريق شود به درون سرنگ مكيده ميشـود و با سطح داخلي سرنگ تماس مييابد، به اين دليل پلاستيك هايي كه در ساخت سرنگها مـورد اسـتفاده قـرار ميگيرند ميبايست فاقد مواد افزودني بوده و تستهاي استاندارد را نيز جوابگو باشند.
در تهيه و بكارگيري سرنگهاي يكبارمصرف اصطلاحاتي وجود دارد كه در ادامه به اختصار ارائه شده است:
حجم اشغال شده: حجمي كه لبه آببندي پيستون در وسط طول درجه بندي مشخص ميكند.
حجم اسمي: حجم اسمي معادل آبي است كـه در دمـاي ٣±٢٠ درجـه سـانتيگراد از سـرنگ يكبـار مصرف خارج ميشود.
حجم جزء : حجم آبي كه در دمـاي ٣±٢٠ درجـه سـانتيگراد از سـرنگ- هنگاميكـه لبـه آببنـدي پيستون آن قسمت محدود شده از درجهبندي را طي نمايد- خارج ميشود.
بطور كلي از نظر ابعاد و اندازه موارد زير پيرامون سرنگها قابل تعريف است:
حجم اسمي
طول كل سرنگ
حداقل طول درجه بندي سرنگ
سيلندر سرنگ ميبايست آنقدر شفاف باشد كه حتي حبابهاي كوچك هوا با چـشم غيـر مـسلح در فاصـله ٢٥mm به خوبي قابل تشخيص باشند.
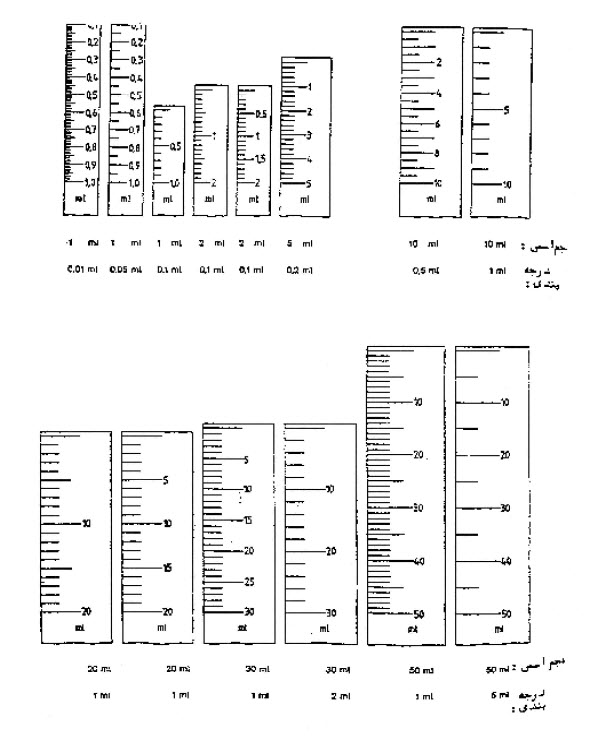
پيستون نيز ميبايست در داخـل سـيلندر بـه طـور يكنواخـت و راحـت حركـت نمايـد، همچنـين پيـستون ميبايست به نحوي ساخته شود كه وضعيت آن به وضوح بر روي درجه بندي سيلندر قابل قرائت باشد. در شكل ٣ نحوه درجه بندي سرنگهاي يكبار مصرف ارائه شده است. شكل ٣: نحوه درجه بندي سرنگهاي يكبار مصرف
سرنگها بايد عاري از اجسام خارجي بوده و در جريان ساخت طوري سترون شوند كـه عـاري از موجـودات ذره بيني قابل تكثير باشند.
موارد كاربرد سرنگ
همانطوركه ذكر شد، سرنگها به عنوان كالاي مصرفي جهت تزريق مواد دارويي به بـدن در علـوم پزشـكي و دامپزشكي مورد استفاده قرار ميگيرد.
امروزه بهداشت و رعايت نكات بهداشتي يكي از مهمترين مسائل در زندگي بشر به شمار مـي آيـد. در جوامـع توسعه نيافته هر چند سال يكبار بيماريهاي بسيار خطرناكي از قبيل وبا، مننژيـت و … در بـين افـراد شـايع شده و باعث از بين رفتن تعداد بسيار زيادي از انسانها مـيشـود، لـذا پيـشگيري از ايـن بيمـاريهـا توسـط واكسنها از جمله اقدام بسيار ضروري به شمار ميآيد كه ميبايست توجه خاصي به آن مبذول شود.
همانطوركه ذكر شد، سرنگها در ابعاد مختلفي توليد ميگردند كه در اين ميان سرنگهايي با حجـم اسـمي ٢و ٥ سي سي بيشترين كاربرد را دارند و عمـدتاً در تزريـق انـواع واكـسنهـا و داروهـا مـورد اسـتفاده قـرار ميگيرند و سرنگهاي با حجم اسمي بالا تنها در موارد بسيار خاص مورد استفاده مي شوند.
بررسی كالاي جايگزين سرنگ
تنها كالاي جايگزين سرنگهاي يكبار مصرف، سرنگهاي شيـشهاي اسـت كـه بـا توسـعه و پيـشرفت علـم پزشكي استفاده از اين سرنگها به دليل فراينده پيچيده توليد ، نحوه اسـتريل نـامطلوب و در نتيجـه امكـان انتقال بيماري منسوخ شده است .
از آنجا كه سرنگهاي پلاستيكي يكبار مصرف تنها يكبار اسـتفاده مـيشـوند، امكـان شـيوع بيمـاريهـاي خطرناك جوامع امروز نظير هپاتيت و ايدز را كاهش ميدهد. لذا نسبت به سرنگ هاي شيشه اي برتري دارند و تمايل به استفاده از اين سرنگ ها در مقايسه با سرنگ هاي شيشه اي بسيار بيشتر است.
اهميت استراتژیک سرنگ ها
سرنگ اگرچه جزء دارو محسوب مي شوند و در دسته لوازم پزشكي قرار ميگيرد، اما به دليل استفاده گسترده از اين لوازم در مراكز درماني، به عنوان يك كالاي استراتژيك درماني اهميت دارد. اين در حالي است كه فنآوري ساخت و توليد سرنگ در كشور روند پيچيده اي نيست و امكان توليد با كيفيت انواع سرنگ در ايران وجود دارد، اما به دليل رشد تورم و افزايش قيمت مواد اوليه و نيروي انساني و ساير هزينه هاي توليد و از طرفي ثابت ماندن قيمت محصولات طي سالهاي اخير، مزيت رقابتي اين محصولات در مقايسه با ساير توليدات داخلي كاهش يافته است.
كشورهاي عمده توليدكننده و مصرف كننده سرنگ
در حال حاضر انواع سرنگ ها در اغلب كشورهاي جهان توليد مي گردند. از جمله توليد كننـدگان عمـده سرنگ در جهان مي توان به كشورهاي آمريكا و مكزيك، كشورهاي اروپاي غربي نظير آلمان، بلژيك، اسپانيا، ايتاليا و فرانسه اشاره كرد.
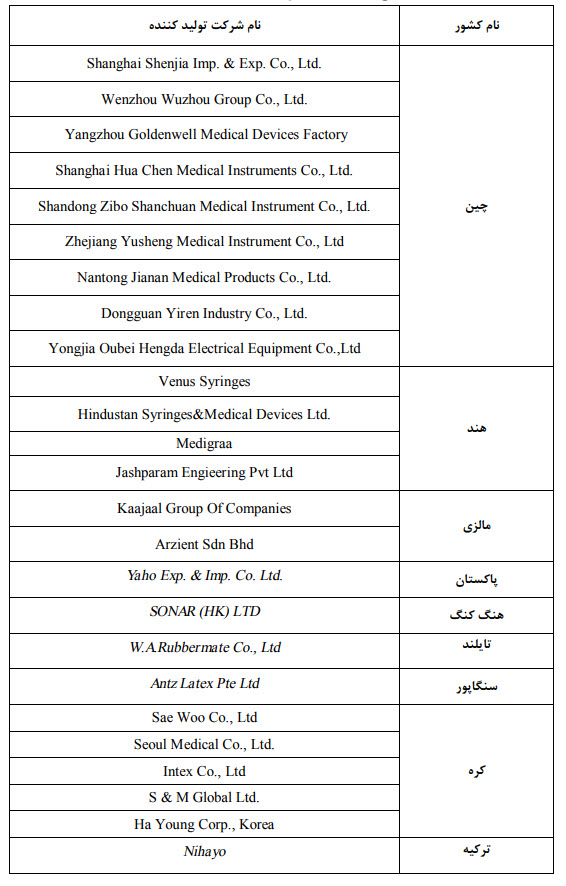
همچنين كشورهاي آسيايي ژاپن، چين، كره و هند نيز از جمله توليـد كننـدگان عمـده سـرنگ در جهـان هستند.
در جدول ٢ اسامي شركت هاي بزرگ توليد كننده سرنگ در آسيا ارائه شده است: جدول ٢: برخي از توليد كنندگان سرنگ در آسيا
طبق اطلاعات گرفته شده از نقطه تجاري ايران و ساير منابع مطالعاتي، كشورهاي بلژيك، اسـپانيا، ايتاليـا و مكزيك از جمله صادركنندگان عمده انواع سرنگ در جهان هستند. همچنين كشور چين نيز بـزرگ تـرين صادر كننده سرنگ در آسيا به شمار مي آيد.
توليدكنندگان بزرگ سرنگ در جهان اغلب مصرف كننده عمده اين محصول نيـز هـستند. بـه طـور مثـال كشورهاي آلمان، فرانسه و آمريكا سهم مصرف بالايي را در مقايسه با كل مصرف جهاني بـه خـود اختـصاص داده اند.
فرايند توليد سرنگ
به طور كلي فرآيند توليد سرنگ شامل مراحل زير ميباشد:
مرحله تزريق و ساخت قطعات سيلندر و پيستون
سوار كردن قطعات
استرليزاسيون
كنترل كيفيت
اصولاً ساخت قطعات پلاستيكي از ترموپلاستيكها به خصوص ساخت قطعاتي كه شكل سادهاي ندارند تنهـا از طريق قالبگيري تزريقي امكانپذير است، لذا تنها روش موجود براي ساخت سـرنگهـاي پلاسـتيكي روش قالبگيري تزريقي است.
فرآيند توليد سرنگهاي يكبار مصرف در عين سادگي اصول آن، به خاطر اهميت آن از نظـر بهداشـتي بـسيار حساس است.
قالبگيري
مواد اوليه اصلي يعني پلي اتيلن و پلي پروپيلن توسـط خـوراك دهنـده پنومـاتيكي از مخزنـي كـه توسـط كارگران پر ميشود به درون قيف خوراك دستگاههاي تزريق ريخته ميشوند.
پيستونها و سيلندرها توسط ماشينهاي تزريق ساخته ميشوند. براي لغزش بهتـر پيـستون درون سـيلندر بايستي اين دو قسمت از دو ماده نا هم جنس ساخته شوند. بنابراين پيستون سرنگ از پلي اتيلن چگـالي بـالا و بدنه آن از پلي پروپلين كه نسبتاً شفاف است ساخته ميشود. قالبهاي مربوط به اين قطعات همگي داراي ١٢ محفظه شكلدهـي مـيباشـند. چهاردسـتگاه تزريـق، عمـل ساخت قطعات هر يك از سرنگهاي ٢و ٥ ميليليتري را بر عهده دارند.
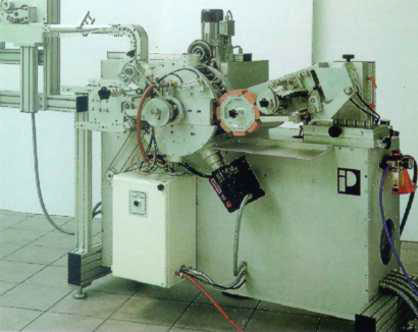
بعد از قالبگيري و ساخته شدن قطعات به صورت دستي، راهگاهها و پليسههاي باقيمانده روي قطعات جـدا گشته و به درون ظروف مخصوصي ريخته ميشود. ميتوان در كنار هر يك از ماشينهاي تزريـق يـك تـسمه نقاله كوچك قرار داد تا ضايعات را به قسمت آسياب منتقل نمايد. با كنترل مداوم دستگاهها مـيتـوان مقـدار ضايعات را به حداقل رسانيد. شكل٥: دستگاه قالبگيري تزريقي
براي اطمينان از پايداري ابعاد سرنگها و رسيدن به يك شكل پايدار بايد اين قطعات به مدت يـك الـي دو روز در شرايط كنترل شده دما و رطوبت درون يك محفظه مناسب پلاستيكي قرار گيرد. در طي اين مدت قطعات ابعاد نهايي خود را به دست آورده و در نتيجه احتمال معيوب شدن آنها در قـسمت مونتاژ به حداقل خواهد رسيد.
در مرحله برچسب زني يا به عبارتي چاپ، درجه بندي و نام كارخانه و نوع سـرنگ بـر روي بدنـه سـرنگهـا چاپ ميگردد. اين ماشين به صورت نيمه خودكار عمل مينمايد. بدنه سرنگها ميبايستي توسط دست در محل مخصوص خود قرار گرفته و به داخل ماشين هـدايت شـوند، ماشين به صورت خودكار عمل چاپ و تخليه آنها را انجام ميدهد. شكل ٦: دستگاه چاپ بر روي سرنگ
سوار كردن قطعات
براي سوار كردن پيستون روي بدنه اصلي، از دستگاه مونتاژ اتوماتيك استفاده مـيگـردد. در ايـن قـسمت قطعات ساخته شده به درون ظروفي مخصوص شروع به ارتعاش ميكنند. به نحوي كـه قطعـات بـه آرامـي از شيارهاي اطراف ظروف بالا آمده و يك به يك به درون مجرايي كه به قسمت ابزار مونتاژ منتهي ميشـود وارد ميگردند.
بعد از مرحله مونتاژ، سرنگها به وسيله يك تسمه نقاله كم عرض اما طويل به قسمت بستهبندي در لفافـه پلاستيكي هدايت ميشوند. در اين قسمت فيلم پلاستيكي كه به داخل دستگاه وارد مـيشـود توسـط مكـش هوا و فشار يك سنبه به صورت حبابي در خواهد آمد كه قسمت مقعر آن رو به بالا ميباشد. سرنگ به ترتيـب درون اين حبابها قرار ميگيرد و در مرحله بعـدي روي آنهـا توسـط يـك كاغـذ طبـي مخـصوص پوشـانده ميشود. عمل اتصال كاغذ به لفافه پلاستيكي به وسيله فشار و حرارت انجام ميشود.
سرنگهاي بسته بندي شده در لفافههاي پلاستيكي در جعبههاي كاغذي ١٠٠ عددي قرار گرفته و در يـك اتاقك مخصوص جمعآوري ميشوند. در اين اتاقك هوا بـا رطوبـت و دمـاي كنتـرل شـدهاي جريـان دارد. در نتيجه دما و رطوبت مناسب، باكتريها و قارچهاي احتمالي موجود در محفظه بستهبندي سرنگها، از پوشش محافظ خود خارج شده و شروع به تكثير مينمايند. اين موضوع سبب ميشود كه گاز اكسيد اتيلن در مرحلـه استرليزاسيون اثر سريعتري بر روي آنها داشته باشد.
استرليزاسيون
مرحله بعدي فرآيند استرليزاسيون است. به طور كلي روشهاي مختلفي براي استريليزاسيون وجود دارد. كه در ادامه ارائه شده است:
روش هاي استريل كردن سرنگ
استرليزاسيون بطور كلي عبارت از نابود ساختن تمام ارگانيسمهاي زندهاي ميباشد كـه مـيتواننـد موجـب بروز بيماريها و يا عفونتهاي سطحي و يا عمقي شوند.
قابليت استرليزه شدن يك نياز اصلي براي تمام پلاستيكهـايي اسـت كـه بـراي خـدمات درمـاني و اعمـال جراحي مورد مصرف قرار ميگيرند. علاوه بر نوع پليمر، عوامل ديگري مانند ساختمان شيميايي مواد افزودنـي شكل قطعه و روش فرآيند آن، ميتواند در انتخاب روش مناسب استرليزاسيون يك قطعـه، بـسيار بـا اهميـت باشند.
در ميان روشهاي مختلف استرليزاسيون حرارتي، روش استريل كردن با هواي گرم و خشك به ندرت بـراي پلاستيكها كاربرد دارد. اما استفاده از اتوكلاو براي استريل كردن برخـي از قطعـات پلاسـتيكي، بـا موفقيـت مواجه شده است. استرليزاسيون به كمك تشعشعات هستهاي، به لحاظ تأثيري كه در دگرگوني پلاستيكها و تغيير رنگ آنها دارد، محدود به انواع خاصي از اين مواد بوده و اكثراً بـراي اسـتريل كـردن قطعـات و وسـايل يكبار مصرف بكار ميرود.
مواد شيميايي (در فاز گازي) نظير اكسيد اتيلن تقريباً براي اسـتريل كـردن تمـام پلاسـتيكهـا كـه داراي كاربردهاي پزشكي هستند، بدون تأثير منفي بر ساختمان آنها، مورد استفاده قرار مي گيرد.
استرليزاسيون را با تخريب سلولهاي زنده (تعداد سلولهاي زنده در ازاي يك واحد حجمي) رابطه مـستقيم دارد.
در حالت ايده آل ميتوان گفت كه يك رابطه خطي بين زمان استرليزاسيون و لگـاريتم تعـداد ارگـانيزمهـاي زنده، وجود دارد. بنابراين هرگز يك وسيله بطور كامل استريل نخواهد شد. بنابراين بررسـي و تخمـين امكـان زنده ماندن بخشي از ارگانيزمهاي بيماريزا بسيار مهم ميباشد و در هـر روش، ايـن امكـان بايـد در حـداقل ممكن باشد.
فاكتور غير فعال كردن ارگانيسمها، يكي ديگر از مفاهيم تأثيرپذيري يك روش استرليزاسيون اسـت كـه بـه معني كاهش ميزان تجمع ميكروبي از طريق روشهاي مزبور در يك وسيله مـورد مـصرف در مـوارد پزشـكي ميباشد. روشهاي ممكن استريليزاسيون به صورت زير طبقه بندي ميشوند:
هواي خشك
اتوكلاو يا بخار در درجه حرارت زياد
آب جوش، همراه با بخار در درجه حرارت كم (پاستوريزه كردن)
تشعشع اشعه گاماي ذرات بتا و يا اشعه ماوراء بنفش
عوامل گازي شكل شيميايي
در انتخاب هر يك از روشهاي فوق، نوع جنس پليمر بكار برده شده، شـكل قطعـه و روش توليـد آن و نيـز تعداد دفعات استرليزاسيون نقش بسيار مهمي دارد.
در اين قسمت به اختصار به شرح هر يك از اين روش ها پرداخته خواهد شد.
روش حرارت خشك:
شرايط مختلفي كه براي استفاده از هواي خشك و داغ به منظور استرليزاسيون وسائل پلاسـتيكي بكـار بـرده ميشوند، معمولاً از لحاظ زمان و درجه حرارت عبارتند از:
٤٥ دقيقه در دماي ١٦٠ درجه سانتيگراد
١٨ دقيقه در دماي ١٧٠ درجه سانتيگراد
٧/٥ دقيقه در دماي ١٨٠ درجه سانتيگراد
١/٥ دقيقه در دماي ١٩٠ درجه سانتيگراد
مقادير فوق، ممكن است براساس اسـتانداردهاي مختلـف تغييـر نماينـد مـثلاً در اسـتانداردهاي دارويـي و بهداشتي انگلستان، به منظور اطمينان از استرليزاسيون وسائل، آنها را در ١٦٠ درجه سانتيگراد به مـدت يـك ساعت در معرض هواي خشك قرار ميدهند.
در اين روش دقت لازم در جهت رسيدن حرارت به كليه نقاط يك قطعه پلاستيكي بايد انجام شود. به دليـل درجه حرارت زياد اين روش، مواد پلاستيكي اندكي را ميتوان پيـدا كـرد كـه بتواننـد شـرايط حرارتـي آن را بدون آسيب پذيري تحمل نمايند و حتي موادي كـه نقطـه نـرم شـدن آنهـا نيـز بـالاتر از محـدوده عمليـات
استرليزاسيون ميباشد، ممكن است به علت وجود اكسيژن دچار دگرگوني شود.
به رغم وجود تعدادي از پليمرها كه داراي خواص حرارتي خوب هستند و ميتواننـد از ايـن طريـق اسـترليزه گردند. بطور كلي ميتوان گفت كـه روش استرليزاسـيون بـا هـواي گـرم و خـشك، بـه روش مناسـبي بـراي استرليزاسيون قطعات پلاستيكي در حال انجام است.
از طرفي با توجه به اينكه با كاهش دماي استرليزاسيون، زمان عمل افزايش مييابد، عمليات مزبـور از لحـاظ اقتصادي بسيار پرهزينه خواهد بود.
اتوكلاو:
يكي از روشهاي استريل كردن پلاستيكها، استفاده از بخار اشباع شده در اتوكلاوي كه داراي دماي بـالاتر از ١٠٠ درجه سانتيگراد است، ميباشد. دوره زماني لازم براي استرليزاسيون كامل، با درجه حرارت بكار رفتـه در سيستم، رابطه معكوس دارد و همواره اين تمايل وجـود داشـته كـه در اسـتفاده از ايـن روش، زمـانهـاي كوتاهتر، همراه با درجه حرارتهاي بالاتر بكار گرفته شود. شرايط مختلف سهگانه زيـر، جهـت استرليزاسـيون قطعات پلاستيكي توصيه شده است.
٣ دقيقه در ١٣٤ درجه سانتيگراد
١٠ دقيقه در ١٢٦ درجه سانتيگراد
١٥ دقيقه در ١٢١ درجه سانتيگراد
يكي از مشكلاتي كه با روش اتوكلاو همراه است، لزوم خارج سـاختن هـوا از سيـستم مـيباشـد. زيـرا هـوا ميتواند در ميزان نفوذ و تراكم بخار دخالت كرده و آن را تا حدودي بياثر نمايد. در وسائل ساده، هوا معمـولاً از طريق جابجايي به سوي پائين از سيستم خارج ميگردد ولـي روش اسـتفاده از خـلأ قبـل از تزريـق بخـار رايجتر است.
در اين روش آن گروه از موادي كه نقطه نرمي پائينتري از درجه حرارت اتوكلاو دارند، نميتواننـد اسـتريل شوند، مگر اينكه با اعمال روشهاي ديگر، در مقابل تغيير شكل و آسيبپذيري محافظت گردند.
استرليزاسيون قطعات پلاستيكي از طريق اتوكلاو نياز به بررسي و دقت عمـل زيـادتري دارنـد، زيـرا نبايـد تصور شود كه حتي موادي با داشتن نقطه نرمي بالاتر از ١٣٤ درجه سانتيگراد، هم الزاماً مـيتواننـد بـا ايـن روش استريل گردند. به عبارت ديگر، اطلاع از نقطه نرم شدن پلاستيكهـايي كـه نقطـه نرمـي آنهـا بـالاتر از ١٣٤ درجه سانتيگراد است، براي قطعي بودن استريل آنها از طريق اتوكلاو كافي نيست.
اگر قطعاتي در اتوكلاو استرليزه شود و حتي كوچكترين دگرگوني در آن پديـدار نگـردد ولـي قـدري تغييـر شكل دهد، روش مزبور براي آن قطعه فاقد ارزش است.
یكي ديگر از مشكلاتي كه با روش اتـوكلاو همـراه اسـت استرليزاسـيون قطعـاتي مـيباشـد كـه در داخـل كيسه هاي پلاستيكي و يا محفظههايي با جداره نازك .
ساير روشها :
در روشهاي اشعه گاما و نيز روش استفاده از گازهاي شيميايي با عبـور سـرنگ از دورن محفظـه بـا تـابش اشعه گاما و يا قرار گرفتن در معرض عوامل شيميايي ميكروارگانيسم ها و باكتريهاي موجود از بين مي رونـد و عمل استرليزاسيون انجام مي گيرد.
كنترل كيفيت
بعد از مرحله استرليزاسيون بستهها وارد واحد كنترل كيفيت ميشوند و آزمونهاي بـاكتري لـوژي بـر روي آنها انجام ميگيرد و در نهايت پس از حصول اطمينان از كيفيـت آنهـا بـستهبنـدي شـده و بـه بـازار عرضـه ميگردند.
بررسی نقاط ضعف و قوت تكنولوژي های مرسوم
همانطوركه ذكر شد، تنها روش مرسوم براي توليد سرنگ، روش قالبگيري تزريقي است. براي توليد قطعات پلاستيكي ميتوان از روش قالبگيري فشاري نيز استفاده نمود. ولي روش قالبگيري فشاري به علـت كنـدي و ساخت قطعات با دقت پائين و ظرفيت بسيار پائين توليد به هيچ عنوان مطرح نبوده و لذا فرآيند ساخت تنهـا به قالبگيري تزريقي كه داراي سرعت و دقت بالايي است متكي ميباشد.
اما در قسمت استرليزاسيون روشهاي مختلفي وجود دارد كه در اين ميان دو روش گاز اكسيد اتـيلن و روش اشعه راديو اكتيو (گاما) متداولتر است. روش اشعه به علت سرمايه گذاري بسيار بالا و احتياج بـه نيـروي كـار مجرب و دوره ديده كه در حال حاضر در ايران محدود ميباشد و نيز تكنولوژي وابسته به خارج در مقايسه بـا روش گاز اكسيد اتيلن داراي معايبي است.
اما روش استرليزاسيون به روش گاز اكسيد اتيلن به علت تكنولوژي شناخته شـده آن و نيـز سـرمايهگـذاري اوليه اندك و همچنين در دسترس بودن نيروي كار مجرب فراوان در مقايسه با روش استرليزاسيون بـه روش اشعه گاما ارجحيت دارد.
مواد اوليه مورد نياز برای تولید سرنگ
مواد اوليه ساخت سرنگها پلي اتيلن سنگين و پلي پـروپيلن مـيباشـند. ايـن دو مـاده بـه دليـل سـاختار شيميايي خود تمايلي به واكنش با داروها و ساير مايعات ندارند. لذا ميتوانند در زمينه ساخت سرنگها مـورد استفاده قرار گيرند.
اما نكته اي كه در اين ميان حائز اهميت است، اين است كه پلي اتيلن و پروپيلن كـه در سـاخت سـرنگهـا مورد استفاده قرار ميگيرد ميبايست فاقد هرگونه افزودني و ناخالصي باشد كه اين گريد، تحت عنـوان گريـد پزشكي شناخته ميشود كه از توليدات پتروشيمي هاي داخل كشور (عمـدتا پتروشـيمي اراك) قابـل تـامين است. همچنين اكسيد اتيلن جهت استريليزه كردن در واحد توليد سرنگ مورد نياز است كه از منابع داخلي قابل تأمين ميباشد.
پيشنهاد منطقه مناسب براي اجراي طرح تولید سرنگ
فرآيند اصلي توليد سرنگ فرآيند قالبگيري است و شامل يك خط توليد و بخشهاي بستهبندي و كنتـرل كيفيت ميباشد كه آلودگي زيست محيطي خاصي ايجاد نميكند. لذا از ايـن نظـر محـدوديت خاصـي نـدارد.
همچنين ماده اوليه توليد سرنگ PP , HDPE است كه هم اكنون در پتروشيميهاي داخل توليد ميگـردد. علاوه بر آن به دليل حجم نسبتاً پائين مصرف اين مواد در واحدهاي توليد سرنگ، حمل مـاده اوليـه تـا درب كارخانه با مشكل خاصي روبرو نميشود.
در اين ميان استانهاي غربي كشور كه در مسير خط لوله اتيلن غرب قرار گرفتهانـد مـيتواننـد بـه عنـوان اولويت اول پيشنهاد گردند. زيرا طبق برنامه توسعه شركت پتروشيمي طرحهايي در اين مناطق جهـت توليـد انواع پلي اتيلن در كشور وجود دارد كه طبق برنامه زمانبندي ارائه شده تا چنـد سـال آتـي بـه بهـره بـرداري خواهند رسيد و ميتوانند ماده اوليه واحد را تأمين كنند.
در اين بين نيز استانهاي محروم غرب كشور نظيـر اسـتان ايـلام، كرمانـشاه كـه از سـاير مزايـا از جملـه معافيت هاي مالياتي برخوردارند، ميتوانند به عنوان محل احداث واحد انتخاب شوند.
تجزيه و تحليل و ارائه جمع بندی
سرنگ به عنوان كالاي مصرفي جهت تزريق مواد دارويي و انواع واكـسن هـا در علـوم پزشـكي بـه صـورت گسترده كاربرد دارد. با توجه به اهميت رعايت بهداشت و نيز پيشگيري از بيماريها در جوامع امروز، سرنگ از كالاهـاي ضـروري به شمار مي آيد. همچنين با شيوع بيماريهاي مهلك از جمله ايدز و هپاتيت و انتقـال آنهـا از طريـق خـون و فراورده هاي خوني، لزوم وجود اين كالا به ميزان كافي و با قيمت مناسب بيش از پيش احساس مي شود.












واقعا متن عالی بود ممنون از همکاران عزیز سایت etojihi
با امید موفقیت روز افزون