معرفی لایه روی پوشک یا نوار بهداشتی
لایه روی پوشک یا نوار بهداشتی در واقع یکی از انواع منسوجات بی بافت می باشند که با توجه به خواص آن برای این منظور تولید می گردند . محصولات منسوجات بی بافت ( NON-WOVEN) منسوجاتی می باشند که بر خلاف منسوجات دیگر از نخ ساخته نمی شوند بلکه الیاف مستقیماً به منسوج تبدیل می گردد. بدین صورت که الیاف جدا از هم به روش های مختلف در کنار هم قرار گرفته و به یگدیگر پیوند داده می شوند تا در نهایت یک لایه یکنواخت و در هم تنیده منسوج تشکیل می گردد. منسوج نبافته، لایه تهیه شده به صورت ورق، تار عنکبوتی یا لایه الیاف است که در آن الیاف به صورت جهت یافته یا رندم قرار گرفته و به وسیله اصطکاک و یا چسب و یا تمایل الیاف به چسبیدن به یکدیگر پیوند یابد.
با نظر به تعریف یاد شده از منسوجات بی بافت این موضوع بدیهی است که تاریخچه ساخت منسوجات بی بافت به عنوان یکی از اولین منسوجاتی که بشر ساخته است به گذشته ای دور بر می گردد و اگرچه امروزه این نوع منسوجات بسیار مورد توجه قرار گرفته اند ولیکن روش ایجاد آن دارای قدمت بسیاری است. زیرا در گذشته یکی از راه های تولید منسوجات استفاده از پشم و در هم تنیدن آن توسط مالش و رطوبت برای ایجاد نمد بوده است که امروزه نیز تولید می گردد. بنابراین روش اصلی تولید یعنی همان تبدیل الیاف جدا از هم به منسوج در نمد و منسوجات بی بافت یکسان است. هرچند که روش های جدید تولید این محصولات بسار متنوع و متفاوت می باشند .
با توجه به روشهای مختلفی که برای اتصال الیاف به یکدیگر وجود دارد در واقع روش های مختلف تولید این منسوجات شکل می گیرند که با توجه به این نوع تولید منسوجات بی بافت با خصوصیتهای مختلف و برای کاربردهای مختلف به وجود می آیند . امروزه با توجه به حذف قسمت تشکیل نخ و با توجه به خواص منحصر به فرد منسوجات بی بافت و تنوع بی نظیر اینگونه منسوجات کاربردهای بسیار فراوانی برای آنها وجود آمده است که توانسته طی سال های اخیر جایگزین بسیاری از منسوجات گردد.
مصارف مختلف منسوجات بی بافت از لایی لباس، لباس بیمارستانی، مصارف بهداشتی و یکبار مصرف، لایی هایی با ضخامت زیاد جهت عایق، استفاده در ژئوتکستایل ها در مصارف عمرانی، جاده ای، کشاورزی و …، انواع کیسه، فیلتراسیون، پوشش داخلی خودروها و … می باشد . کاربردی که در این طرح مورد نظر میباشد یعنی استفاده از منسوج بی بافت جهت مصارف بهداشتی برای لایه روی پوشک و نوار بهداشتی میبایست دارای خواصی باشد که راحتی و سلامت مصرف کننده را تأمین نماید.
مطلب مرتبط : طرح توجیهی تولید ماسک فیلتر دار و سه لایه
برای این کاربرد معمولاً از الیاف پلی پروپیلن استفاده مینمایند زیرا این الیاف به علت عدم جذب رطوبت باعث عبور رطوبت شده و راحتی و عدم عفونت و بیماری را برای مصرف کننده خواهد داشت در. لایه های بعدی پوشک بچه یا نوار بهداشتی معمولاً از لایه های جاذب رطوبت استفاده مینمایند که بر خلاف لایه رویی دارای جذب بسیار بالا می باشد .
پوشش رویی یک لایه منسوج نبافته مورد مصرف در پوشک و نوار بهداشتی باید از الیاف (پلی پروپیلن، ویسکوز، پنبه) الیاف پلی استر، فیلم پلی اتیلن و یا تلفیقی از مواد فوق الذکر و یا کو پلیمر آنها با درصد ترکیبی که بتواند حداقل ویژگیهای لازم را تامین نماید .
در صورت استفاده از الیاف پلی استر درتولید منسوج نبافته، باید از حداقل 65 درصد الیاف ویسکوز یا پنبه در ترکیب با آن استفاده گردد. در صورت تولید منسوج نبافته از الیاف ویسکوز یا پنبه به روش شیمیایی از رزین های اکریلیکی که بعد از تولید باید غیر قابل حل در مایعات معادل ادرار باشد، می توان به عنوان اتصال دهنده الیاف ویسکوز یا پنبه استفاده کرد . از نظر بهداشتی بهتر است که منسوج نبافته به صورت خودرنگ باشد و باید حساسیت زا نباشد .
جرم بر واحد سطح پوشش رویی یک لایه (گرماژ)
جرم یک متر مربع پوشش رویی یک لایه باید حداکثر 25 گرم بر متر مربع می باشد با حداکثر ضریب تغییرات جرم بر واحد سطح برابر با 5 درصد .
بررسی موارد مصرف و کاربرد
منسوجات بی بافت به دلیل گستردگی روش های تولید، جنس الیاف به کار رفته در تولید و محصولاتی که با اشکال و وزن های مختلف تولید می گردند دارای کاربردهای بسیار زیادی می باشند و به همین دلیل صنایع کشورهای مختلف دارای اقبال بسیار زیادی برای تولید در این زمینه می باشند.
کاربردهای عمده منسوجات بی بافت را می توان در گروه های ذیل طبقه نمود :
- کاربردهای نظافتی(دستمال بچه، جهت تمیز نمودن صنعتی و خانگی…)
- بهداشتی(لایه روی پوشک و نوار بهداشتی، …)
- پارچه های پزشکی(لباس ها، بانداژ و …پزشکی )
- چرم مصنوعی
- کاربردهای صنعتی(صنعت خودرو، مواد جهت عایق و روکش سقف، کاربردهای خانگی…)
- فیلترها
- کشاورزی
- ژئوتکستایل
| تکنولوژی تولید | وزن پارچه(گرم بر متر مربع) | کاربرد |
| Spunlace | 30 -500 | نظافت، پزشکی، جراحی، صنعتی، پدهای پنبه ای، پوشاک نساجی |
| Spunbond | 8-150 | بهداشتی، جراحی، صنعتی |
| Spunjet | 20-300 | بهداشتی، نظافت، پوشش سقف، ژئوتکستایل |
| Spunjet soft | 10-60 | نظافت، پزشکی، بهداشتی |
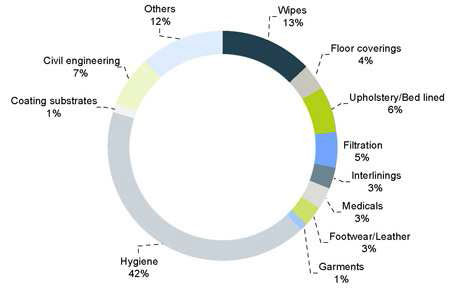
میزان مصرف منسوجات بی بافت در کاربردهای مختلف در نمودار ذیل آمده است. چنانچه مشاهده می شود. بیشترین مصرف مربوط به مصارف بهداشتی به میزان 42 درصد کل مصرف می باشد .
یک منسوج بی بافت را باید طوری طراحی کرد که هم از لحاظ ویژگی های رفتاری کاملاً متناسب با مصرف نهایی آن باشد. انتخاب مواد خام و خواص لیف یک فاکتور اساسی در تعیین خواص نهایی منسوجات بی بافت است. مهمترین کاربرد این منسوجات در کفپوش ها می باشد و در موکت و فرش ماشینی (به عنوان لایه میانی) کاربرد فراوانی دارد.
بررسی کالاهای جایگزینی لایه روی پوشک یا نوار بهداشتی
امروزه منسوجات بی بافت با سرعت رشد بالا در حال جایگزین شدن منسوجات دیگر از جمله منسوجات تاری، پودی و حلقوی می باشد. به دلیل قیمت پایین تر این محصول امکان جایگزین شدن آن در کاربردهایی که تعداد دفعات مصرف پایین می باشد مانند مصارف بهداشتی و پزشکی نیز بسیار بالاست .
مطالب مرتبط: طرح توجیهی راه اندازی کارخانه نوار بهداشتی
علاوه بر آن به دلیل ساختار فیزیکی این نوع منسوجات امکان تولید آن به شکل ها و ضخامت ها و ترکیب های مختلف (بسیار راحت تر از منسوجات دیگر) فراهم است به صورتی که می توان به شکل فیلتر نیز از منسوجات بی بافت در سطح وسیعی استفاده نمود. استفاده از آن در لایه روی پوشک و نوار بهداشتی نیز که به عنوان کاربردی معمول برای این نوع محصول وجود دارد که جایگزینی ندارد و استفاده از سایر منسوجات در اینگونه کاربردها تقریبا غیر ممکن است. بنابراین با توجه به ویژگی های کاربردی این محصول قابلیت استفاده در مصارف مختلف را فراهم آورده است و این مطلب یکی از دلایل اقبال جهانی تولید این منسوجات می باشد .
با توجه به این مطلب که منسوجات بی بافت امروزه در سطح وسیعی به عنوان منسوجات یک بار مصرف شناخته شده اند و با در نظر گرفتن ماهیت این محصول و قیمت پایین تر آن نسبت به منسوجات بافته و با توجه به خواص فیزیکی مناسب، برای استفاده در لایه روی پوشک و نوار بهداشتی بسیار مناسب هستند و امکان جایگزینی آن با منسوجات بافته شده با توجه به شرایط مصرف تقریباً غیر ممکن است و نمی توان از محصول دیگری در این کاربرد بهره جست.
کشورهای عمده تولید کننده و مصرف کننده لایه روی پوشک یا نوار بهداشتی
| کشورهای عمده تولیدکننده منسوجات بی بافت | ||
| ردیف | نام کشور | نوع تولیدات |
| 1 | کشورهای غرب اروپا | منسوجات بی بافت |
| 2 | امریکا | منسوجات بی بافت |
| 3 | ژاپن | منسوجات بی بافت |
| 4 | چین | منسوجات بی بافت |
| 5 | بقیه کشورها | منسوجات بی بافت |
| کشورهای عمده مصرف کننده منسوجات بی بافت | ||
| ردیف | نام کشور | عنوان محصول |
| 1 | روسیه | منسوج بی بافت – بهداشتی |
| 2 | ونزوئلا | منسوج بی بافت – بهداشتی |
| 3 | آرژانتین | منسوج بی بافت – بهداشتی |
شرکتهای داخلی عمده تولید کننده و مصرف کننده لایه روی پوشک یا نوار بهداشتی
| برخی تولیدکنندگان عمده منسوجات بی بافت در ایران | |||
| ردیف | نام کارخانه | نوع تولیدات | محل کارخانه |
| 1 | بافتینه | منسوجات بی بافت ( اسپان باند) | همدان |
| 2 | گلریس | منسوجات بی بافت ( اسپان باند) | ابهر |
| 3 | منسوجات نبافته سامان | منسوجات بی بافت | قزوین |
| 4 | بافت سان | منسوجات نبافته لمینت شده | همدان |
| 5 | لایی ساز | لایی ترموباندینگ | زنجان |
| 6 | گریوه | منسوجات نبافته | چالوس |
| 7 | گلریز | لایی بی بافت | قم |
| 8 | ایران نوبافت | انواع لایی بی بافت | اصفهان |
| برخی مصرف کنندگان عمده منسوجات بی بافت ( لایی روی پوشک) در ایران | |||
| ردیف | نام کارخانه | نوع تولیدات | محل کارخانه |
| 1 | صنایع زرین سلولز | پوشک کامل بچه و نوار بهداشتی | ساوه |
| 2 | نمچین(هیدروفیل ایران) | پوشک بچه و نوار بهداشتی | تهران |
| 3 | فرآورده های بهداشتی هیدورفیل شمال | انواع نوار بهداشتی | رشت |
| 4 | پارس سلولز | نوار بهداشتی | ساوه |
| 5 | تاراکار | انواع نوار بهداشتی | گیلان |
| 6 | دستمال ایران | پوشک بچه و نوار بهداشتی | تهران-جاده ساوه |
بررسی اجمالی تکنولوژی و روش های تولید لایه روی پوشک یا نوار بهداشتی
منسوجات بی بافت از یک لایه یا تار عنکبوتی تشکیل شده و از الیاف منقطع یا فیلامنتی می باشد. پس از تشکیل لایه لازم است به روشی مناسب میان الیاف تشکیل دهنده لایه پیوند ایجاد گردد. بنابراین میتوان مراحل تشکیل منسوجات بی بافت را به سه مرحله تقسیم کرد:
- در مرحله اول لایه از مواد خام (الیاف کوتاه یا فیلامنتی) تشکیل می شود وسپس فرآیند ایجاد اتصال در لایه انجام گرفته و در نهایت پیچیده می شود. تشکیل تار عنکبوتی با لایه می تواند در یک فرآیند خشک یا مرطوب انجام شود و یا اینکه در مورد فیلامنت ها به طور مستقیم پس از ذوب ریسی این عمل صورت گیرد. این مرحله اصطلاحاً (WEB FORMING ) نامیده می شود.
- مرحله دوم یعنی ایجاد اتصال در لایه ها می تواند به صورت مکانیکی (سوزن زنی)، حرارتی (ترمو باندیگ)، شیمیایی (بوسیله مواد اتصال دهنده) و یا هیدرودینامیکی (در گیر سازی بوسیله آب که فرآیند اسپان لیث معروف است) انجام میشود. (قابل ذکر است که در فرآیند شیمیایی از یک لایه چسب یا لاتکس استفاده میشود ). این مرحله اصطلاحاً ( BONDING) نامیده می شود .
- و در نهایت مرحله آخر تکمیل و پیچش می باشد . این مرحله اصطلاحاً ( FINISHING) نامیده می شود.
در هر کدام از مراحل یاد شده با توجه به کاربردی که برای منسوج بی بافت مورد نظر است، شرایط و ویژگی های خاصی که برای منسوج بی بافت مورد نظر است تعیین شده و با توجه به این خواص مانند وزن واحد سطح، عرض، میزان استحکام و انعطاف پذیری، نوع الیاف مورد استفاده و … تکنولوژی های مختلفی جهت تولید انتخاب می گردند. هر کدام از روش ها(تکنولوژی های) تولید منسوجات بی بافت با توجه به موارد یاد شده کاربردی می باشند .
-
جهت سفارش طرح توجیهی اختصاصی و به روز با شماره ۰۹۱۲۰۰۸۵۲۴۳ تماس حاصل فرمایید.
تشکیل لایه تار عنکبوتی(WEB)
این مرحله که اولین مرحله تولید منسوج بی بافت می باشد شامل تشکیل یک لایه یکنواخت از الیاف می باشد که عرض آن بستگی به عرض دستگاه دارد. این لایه تشکیل شده در مرحله بعد استحکام دهی یا اصطلاحاً (BONDING) می گردد. در این مرحله برای تولید تارعنکبوتی روش های مختلفی وجود دارد که عبارتند از :
- تشکیل تار عنکبوتی از الیاف فیلامنتی به طریق SPUNBOND
- تشکیل تار عنکبوتی از الیاف کوتاه به روش MELTBLOWN
- تشکیل تار عنکبوتی از الیاف کوتاه به روش CARDING
- تشکیل لایه ای از اختلاط الیاف فیلامنتی و الیاف کوتاه به طریق ساندویچی
که هر کدام به تفکیک در ذیل شرح داده خواهد شد:
- اسپان باند (SPUNBOND)
در این روش چیپس الیاف مصرفی در ابتدای خط تولید به دستگاه وارد می شود و پس از عبور از قسمت کریستالایزر، مانند دستگاه ذوب ریسی، در هر کدام از رشته سازها(Spinneret) عمل تولید فیلامنت ها انجام می گیرد. بعد از رشته ساز نیز عملیات کشش انجام می گیرد. لازم به ذکر است که در صورت نیاز به تولید الیاف رنگی، مستربچ رنگی نیز به همراه چیپس به مخلوط اضافه می گردد .
الیاف پس از این مرحله توسط فشار هوا و حرکتهای نوسانی از یکدیگر بازشده روی نوار نقاله متحرک با عرض نسبتاً بزرگ ریخته میشوند. در این مرحله بر روی تسمه نقاله یک لایه از الیاف به این روش تولید می گردد که می بایست به مرحله بعد یعنی استحکام دهی لایه تغذیه گردد . -
مِلت بلون (MELTBLOWN)
در این روش که معمولاً برای تولید لایه هایی از الیاف بسیار ریز و کاربردهایی مانند فیلتراسیون در ماسک ها و فیلترها و … به کار می رود الیاف از چیپس پلیمر مورد نظر تهیه می شود .
برای این منظور چیپس به دستگاه ملت بلون تغذیه شده و مستقیماً تبدیل به الیاف کوتاه با ظرافت بالا می گردد. پس از خروج الیاف تشکیل اشده از رشته ساز، جریانات شدید هوای گرم با اعمال نیروهایی که به رشته ظریف الیاف وارد می کنند باعث اعمال کشش زیاد در رشته های ایجاد شده و در نتیجه ایجاد الیافی بسیارظریف می گردند. با استمرار این جریانات هوا رشته های الیاف از هم گسیخته شده و به شکل الیافی کوتاه روی نوار نقاله بصورت رندوم قرار می گیرند . بدین شکل لایه الیاف از الیاف کوتاه بسیار ظریف تشکیل می گردد . -
کاردینگ (CARDING)
در این روش از تولید لایه تار عنکبوتی از الیاف کوتاه با ظرافت حدود 5-4 دسی تکس و متوسط طول حدود 40-95 میلیمتر استفاده می شود .در این روش الیاف که در ابتدا به صورت عدل های فشرده می باشند در ابتدای خط حلاجی قرار گرفته و بعد از باز شدن کامل در مرحله حلاجی به دستگاه کاردینگ تغذیه می شود . در دستگاه کاردینگ با توجه به عملیات مختلف توسط سطوح سوزنی، یک لایه از الیاف بصورت تار عنکبوتی حاصل می شود. لایه نهائی پس از عبور از سایر مراحلWeb forming به مرحله بعد منتقل می گردد . -
تشکیل لایه با اختلاط الیاف مختلف کوتاه و بلند به شکل ساندویچ
در این روش تولید به طور همزمان از دو لایه اسپان باند و الیاف کوتاه به شکل ساندویچی استفاده می گردد. برای این منظور لایه تولید شده به روش اسپان باند و لایه حاصله از کاردینگ به دستگاه Cross-lapper تغذیه شده و با روی هم قرار دادن ساندویچی این لایه ها، یک لایه نهایی حاصل می گردد.
-
استحکام دهی لایه تار عنکبوتی
روش های مختلف استحکام دهی لایه تار عنکبوتی به دست آمده عبارتند از :
- ترموباندینگ (Thermo bonding ) استحکام دهی حرارتی
- فوم باندینگ (Foam bonding ) استحکام دهی شیمیائی
- اسپری باندینگ (spray bonding ) استحکام دهی شیمیائی
- سوزن زنی (Needle punching ) استحکام دهی به روش سوزن زنی
- اسپان لیس (Spun lace ) استحکام دهی به روش جت آب
که هر کدام به تفکیک در ذیل شرح داده خواهد شد:
-
ترموباندینگ
در این روش تنها می توان از الیاف ترموپلاست یا ترکیب الیاف دیگر با الیاف ترموپلاست می باشد. این روش به دو روش مجزا تقسیم می شود. در روش اول از کلندرهای با حرارت بالا استفاده می شود که لایه الیاف با عبور از میان این کلندرها هم فشرده شده و هم در نقاط خاصی(با توجه به شکل سطح کلندر) الیاف ذوب شده و این نقاط باعث اتصال الیاف شده و لایه منسوج نبافته به این وسیله استحکام می یابد .
روش دیگر نیز که برای منسوجات نبافته حجیم به کار می رود بدین صورت انجام می گیرد که در میان الیاف، از الیافی با نقطه ذوب پایین تر یا پودر پلیمری استفاده می شود. هنگام عبور لایه الیاف از هوای داغ، پلیمر یا لیف با درجه ذوب پایین تر ذوب شده و باعث اتصال لایه منسوج بی بافت خواهد شد . -
استحکام دهی شیمیایی
در این روش تولید کهSpray bonding یا Foam bonding می باشد لایه الیاف با آغشته شدن به مواد شیمیایی و مواد تکمیلی دیگر و پس از عبور از خشک کن یا پخت مستحکم می گردد . -
سوزن زنی
این روش استحکام دهی برای منسوجاتی با وزن متوسط یا نیمه سنگین به کار می رود. این روش با استفاده از سوزن هایی که بر روی سطح آنها زوائدی برای درگیر نمودن الیاف می باشد باعث استحکام لایه الیاف می گردد و روش معمول تولید موکت های نمدی می باشد . -
استحکام دهی با استفاده از جت آب
در این روش با استفاده از نازل های ظریف، آب از سطح منسوج نبافته با فشار بالا عبور نموده و باعث درگیری الیاف می گردد. این روش برای تولید محدوده وسیعی از تولیدات با سرعت و کیفیت مطلوب استفاده می گردد و امروزه بسیار مورد استقبال می باشد.
-
تکمیل نهایی
این مرحله از تولید منسوجات بی بافت امروزه با توجه به محدوده وسیع کاربردها بسیار مورد توجه قرار گرفته است. این مرحله می تواند شامل تثبیت حرارتی، شستشو، تکمیل ضد آب و ضد آتش، چاپ، رنگرزی و سفیدگری و …باشد. اگرچه بسیاری از منسوجات بی بافت دارای تکمیل خاصی نبوده و می توانند مستقیماً مورد استفاده قرار گیرند .
مواد خام مصرفی برای تولیدات منسوجات بی بافت
الیاف مصرفی برای این تولیدات را می توان به سه دسته تقسیم کرد:
- الیاف طبیعی مانند پنبه کتان و غیره
- الیاف مصنوعی از جمله الیاف منقطع و یا فیلامنتی ترموپلاستیک
- الیاف دیگر مانند شیشه، فلزی و غیره
مواد خام دیگر شامل خمیر چوب، گرانول ها، پودر مواد فوق جاذب، مواد تکمیلی و غیره می باشد که در این میان تنها خمیر چوب با توجه به بالا بودن میزان مصرف آن از اهمییت برخوردار است. الیاف پلی پروپلین بیشترین مصرف را در این نوع تولیدات دارند و از انواع الیاف منقطع و فیلامنتی دیگر نظیر پلی آکریلونیترل و پلی آمیر و الیاف دو جزیی وغیره نیز استفاده می شود. بعد از پلی پروپیلن الیاف پلی اتیلن ترفتالات (پلی استر) بیشترین مصرف را در این منسوجات دارد.
موارد یاد شده شامل آخرین تغییرات تکنولوژی های استفاده شده روز دنیا می باشند. خوشبختانه امروزه در کشورمان واحدهای بزرگ تولیدی در حال استفاده از به روز ترین روش های تولید منسوجات بی بافت می باشند و امکان استفاده از روش های جدید تر نیز با توجه به پیشرفت های روز دنیا فراهم می باشد. برای تولید لایه روی پوشک و نوار بهداشتی به دلیل خواص مناسب و عدم جذب رطوبت از الیاف پلی پروپیلن استفاده می گردد .
با توجه به حجم بالای تولید روش تبدیل چیپس پلی پروپیلن به منسوج نبافته به روش اسپان باند بهترین روش می باشد . شرکت های Fleissner ،Fehrer ،Neumag از مهمترین تولید کنندگان مدرن ترین ماشین آلات در اینگونه تولیدات می باشند.