بررسی فنی و تکنولوژی فرایند تولید باند ارتوپدی
باندهای ارتوپدی به منظور راحتی بیشتر، در زیر قالب گچ و بانداژهای فشاری استفاده میشوند. به کلی این باندهای ارتوپدی، دارای دو نوع ساختار منسوج بی بافت و بافته شده (تاری-پودی) هستند، لذا روش تولید و ماشین آلات مورد استفاده در فرآیند تولید آنها، شامل دو روش زیر است :
- تولید پارچه تاری پودی
- تولید منسوج بیبافت
در ادامه این بحث، کلیات هر دو روش مرسوم تولید باندهای ارتوپدی ارائه میشود و فرآیند تولید معرفی میگردد .
-
تولید باند ارتوپدی به روش تاری-پودی
قدیمی ترین روش تولید پارچه، روش بافندگی تاری پودی میباشد. بافندگی از اولین فنون ابداعی بشر در تاریخ میباشد . پارچه های تاری پودی از دو دسته متقاطع نخ (تار و پود) تشکیل شدهاند که با یکدیگر درگیر میباشند. شماتیک پارچه تاری -پودی در شکل زیر مشاهده میشود. علاوه بر نوع مواد اولیه، پارامترهایی نظیر تراکم تار، تراکم پود، طرح بافت، کشش نخ ها، تعیین کننده ویژگیهای محصول نهایی است .
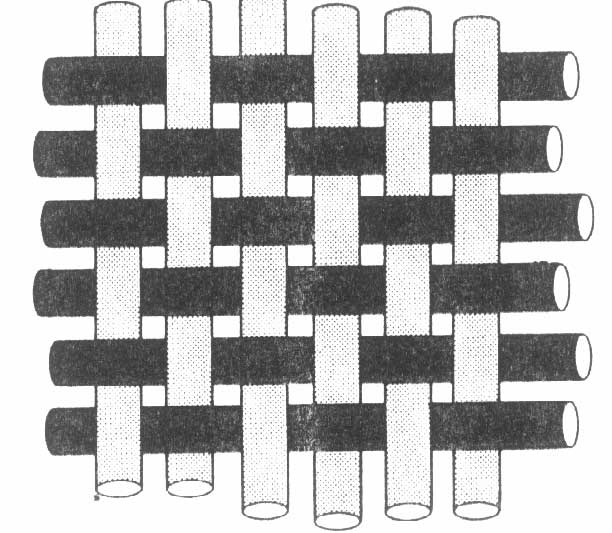
شماتیک ساختمان پارچه تاری پودی عملیات بافندگی تاری پودی بر روی دستگاههایی انجام میشود که نقش آنها تشکیل بافت از مجموعهای از نخهای کشیده شده در جهت طول پارچه ( به نام تار) و نخهای کشیده شده در جهت عرض پارچه (به نام پود) اب می شد. قبل از عملیات بافندگی بایستی نخ های تار طی یک مجموعه از عملیات با تراکم مورد نظر بر روی یک استوانه فلانجدار بهنام چله بافندگی پیچیده شوند تا بتواند روی ماشین بافندگی به راحتی قرار گرفته و بافته شود . پس از عملیات بافندگی، پارچه خام بافته شده، تحت عملیات متعددی آماده سازی، رنگرزی، چاپ و تکمیل میشود. در این بخش، فرآیندهایی که در مراحل تولید باند ارتوپدی تاری پودی انجام میشود، به اجمال توضیح داده می شود.
-
مقدمات باندگی
در سیستم بافندگی تاری پودی، نخ های تار و پود ضمن بافت، تحت تنش های مختلفی قرار میگیرند که شرایط تنش های اعمال شده به این نخ ها متفاوت می باشند. نخهای تار، در طول عملیات بافندگی تحت تأثیر تنش های بالایی قرار می گیرند در حالیکه نخ های پود، چنین شرایطی را ندارند لذا آماده سازی نخ های پود برای عملیات بافندگی به مراتب ساده تر از آماده سازی نخ های تار است . مقدمات بافندگی برای سیستم های تاری پودی، شامل عملیات بوبین پیچی، چله پیچی، آهارزنی، نخ کشی و گره زنی میباشد که در ادامه معرفی میشوند.- بوبین پیچی : عملیات بوبین پیچی شامل انتقال نخ از یک بسته به بسته ای دیگر است . انجام این عملیات در مرحله مقدمات بافندگی دارای اهمیت بسیار بالایی است و برای نخ های تولیدی در سیستم رینگ بسیار ضروری می باشد. عملیات بوبین پیچی برای دست یابی به دو هدف عمده «تولید بسته های مناسب» و «جداسازی یا رفع عیوب نخ» صورت می پذیرد. در طول عملیات بوبین ها پیچی، نقاط نازک و ضخیم نخ، نپ و الیاف شل، از بدنه نخ جدا شده و کیفیت کلی نخ بهبود مییابد .
- چله پیچی: به طور کلی چله پیچی شامل انتقال تعداد زیادی نخ از بوبین بر روی یک چله است . چله هایی که برای استفاده در ماشین بافندگی تهیه می شوند بر روی غلتک نخ تار (اسنو) که استوانه ای فلزی است و پشت ماشین بافندگی نصب میشود، پیچیده میشوند و «چله بافندگی» نامیده میشود .
- آهارزنی: آهارزنی به منظور استحکام بخشی و کاهش مویی بودن نخ ها تار مورد استفاده قرار می گیرد . نخ های تار در فرآیند بافندگی باید از قسمتهای مختلف ماشین بافندگی عبور نمایند . عبور نخ از این قسمتها باعث اعمال تنش ها و کرنش هایی در حین فرآیند بافندگی بر نخ های تار میشود. عملیات آهارزنی نخ های تار، به منظور اتصال میان الیاف، به ویژه الیاف سطحی نخ در نخ های ریسیده شده و همچنین اتصال میان فیلامنت ها در مورد نخ های مولتی فیلامنت می باشد. پس از عملیات آهارزنی، مقاومت نخ، به ویژه از نظر مقاومت کششی، افزایش مییابد .
- نخکشی و گره زنی: مراحل نهایی مقدمات بافندگی برای سیستم های بافندگی تاری پودی ، مراحل نخکشی و گره زنی می باشد. چله تهیه شده بعد از مرحله آهار زنی برای ارائه به ماشین بافندگی مناسب است. برای این منظور چله نخ های تار به منظور نخ کشی روی ماشین بافندگی قرار می گیرد. نخ کشی شامل عبور دادن نخهای موجود بر روی چله بافندگی از قسمتهای مختلف ماشین می باشد. طرح بافت مورد نظر تعیین کننده چگونگی عبور دادن نخ از میل میلک ها و شانه بافندگی است.
-
بافندگی تاری – پودی
فرآیند تولید پارچه تاری پودی ، عبارت از تهیه یک منسوج به کمک بافت رفتگی نخ های تار و پود با روشهای مختلف است . به طور کلی این فرآیند شامل مراحل «باز شدن دهنه نخ های تار »، « قرار دادن نخ پود در داخل دهنه »، « کوبیدن پود »، « باز شدن نخ تار از روی چله »و « برداشت پارچه » بر روی غلتک پارچه است . هر یک از مراحل فرآیند بافندگی به کمک روشهای مختلف، متناسب با محصول مورد نیاز، انجام میگیرد. همواره یک سیستم «کنترل و مراقبت» برای کنترل هر یک از مراحل فوق بر فرآیند بافندگی نظارت دارد تا از بروز هرگونه مشکل فنی، تولیدی و پرسنلی جلوگیری شود و در صورت ایجاد هر گونه مشکلی در این فرآیند، ماشین متوقف گردد . هر یک از مراحل فوق دامنه گسترده ای از روشها و امکانات را در بردارند و متناسب برای هر کاربرد انتخاب می شود.- مکانیزم تشکیل دهنه : اولین مرحله در فرآیند بافندگی تشکیل دهنه نخ های تار است که بوسیله جابجایی وردها و قرارگیری نخ های تار در دو سطح انجام می گیرد. مکانیزم های تشکیل دهنه بادامکی ، تشکیل دهنه دابی و مکانیزم ژاکارد برای انجام این کار، طراحی و ساخته شده است.
- مکانیزم پودگذاری : پودگذاری عبارت از قراردادن نخ پود توسط یک جسم پودگذار در دهنه نخ های تار است. جسم پودگذار در گذشته ماکو بوده و امروزه در انواع مختلف مورد استفاده قرار می گیرد . بی شک مکانیزم پودگذاری مهمترین قسمت یک ماشین بافندگی به شمار میرود .
- کوبیدن نخ پود : عمل فشردن (کوبیدن) نخ پود جدید به لبه پارچه توسط شانه ای که بر روی دفتین ماشین بافندگی تاری پودی قرار دارد صورت میگیرد. شانه های به کار رفته برای عمل کوبیدن نخ پود بستگی به نوع سیستم پودگذاری دارد .
- مکانیزم کنترل و مراقبت : مکانیزم های کنترل و مراقبت پارچه، وظیفه کنترل ایمنی فرآیند تولید را به عهده دارد . وظیفه مکانیزم های کنترل و مراقبت، نظارت بر نحوه عملکرد هر یک از مکانیزم های ماشین بافندگی در جریان یک سیکل بافندگی است .
-
تکمیل
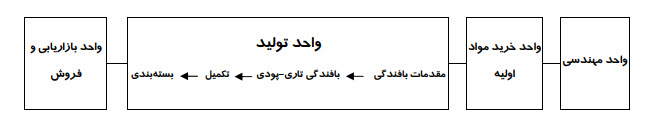
بعد از تهیه پارچه از نخ و الیاف، منسوج تهیه شده میبایست متناسب با کاربرد، تکمیل شود تا بتواند با بیشترین کارایی مورد استفاده قرار گیرد . به عبارت دیگر تکمیل، گستره وسیعی از عملیات میباشد که برروی منسوج قبل از استفاده انجام میگیرد. کلیه عملیات تکمیلی برای افزایش کارایی یا جذابیت منسوج به منظور رضایت بیشتر مشتری (یا هر دو مورد باهم) صورت میپذیرد. برخی از عملیات تکمیلی انجام شده بر روی پارچه های تاری-پودی عباتند از: تثبیت حرارتی، شستشو، تکمیل ضد آب و ضد آتش، استریل کردن، برش زدن در اندازه های مختلف، چاپ، رنگرزی، سفیدگری .با توجه به موارد اشاره شده، جریان تولید باند ارتوپدی تاری – پودی در یک واحد صنعتی، مطابق نمودار زیر است:
-
مقدمات باندگی
-
تولید باند ارتوپدی به روش بی بافت
تکنولوژی تولید پارچه های نبافت، در برگیرنده روش های تولید منسوجاتی است که در آنها مستقیماً از الیاف، پارچه تولید میگردد .منسوجات بی بافت از یک لایه یا تار عنکبوتی تشکیل شده که از الیاف منقطع یا فیلامنتی میباشد. پس از تشکیل لایه لازم است به روشی مناسب میان الیاف تشکیل دهنده لایه پیوند ایجاد گردد. بنابراین میتوان مراحل تشکیل منسوجات بی بافت را به سه مرحله تقسیم کرد:
- مرحله اول : تشکیل لایه از الیاف کوتاه یا فیلامنتی. تشکیل لایه میتواند در یک فرآیند خشک یا مرطوب انجام شود و یا اینکه در مورد فیلامنتها به طور مستقیم پس از ذوب ریسی این عمل صورت گیرد. (این مرحله اصطلاحاً، FORMING WEB نامیده می شود. )
- مرحله دوم : ها ایجاد اتصال در لایه ی تشکیل شده به روشهای مختلف، نظیر صورت مکانیکی (سوزنزنی) ، حرارتی، شیمیایی و یا هیدرودینامیکی. ( این مرحله اصطلاحاً BONDING نامیده می شود. )
-
مرحله آخر: تکمیل و پیچش. ( این مرحله اصطلاحاً FINISHING نامیده می شود. )

نمای میکروسکوپی از درگیری بین الیاف و تهیه یک منسوج با ساختمان بی بافت
در هر کدام از مراحل یاد شده با توجه به کاربردی که برای منسوج بی بافت مورد نظر است، شرایط و ویژگی های خاصی که برای منسوج بی بافت مورد نظر است تعیین شده و با توجه به این خواص مانند وزن واحد سطح، عرض، میزان استحکام و انعطاف پذیری، نوع الیاف مورد استفاده و .. . تکنولوژیهای مختلفی جهت تولید انتخاب میگردند.
در این قسمت فرآیندهای که در هر یک از مراحل فوق الذکر برای تولید باند ارتوپدی بیبافت انجام میشود، به اجمال توضیح داده می شود:
-
تشکیل لایه تار عنکبوتی ( WEB)
این مرحله که اولین مرحله تولید منسوج بیبافت میباشد شامل تشکیل یک لایه یکنواخت از الیاف میباشد که عرض آن بستگی به عرض دستگاه دارد. این لایه تشکیل شده در مرحله بعد استحکام دهی یا اصطلاحاً (BONDING) می گردد. در این مرحله برای تولید تارعنکبوتی روش های مختلفی وجود دارد که در این طرح از روش تشکیل تار عنکبوتی از الیاف کوتاه به روش CARDING استفاده میشود. در این روش از تولید لایه تار عنکبوتی از الیاف استفاده میشود. در این روش الیاف که در ابتدا به صورت عدل های فشرده میباشند در ابتدای خط حلاجی قرار گرفته و بعد از باز شدن کامل در مرحله حلاجی به دستگاه کاردینگ تغذیه میشود. در دستگاه کاردینگ با توجه به عملیات مختلف توسط سطوح سوزنی، یک لایه از الیاف به صورت تار عنکبوتی حاصل می شود .

نمای از یک دستگاه تولید لایه الیاف به روش کاردینگ -
استحکام دهی لایه تار عنکبوتی
امروزه روش های مختلف برای استحکام دهی به لایه تار عنکبوتی مورد استفاده قرارمیگیرد که مهمترین آنها عبارتند از :
- استحکام دهی حرارتی
- استحکام دهی شیمیائی
- استحکام دهی به روش سوزن زنی
- استحکام دهی به روش جت آب
برای تولید باندهای ارتوپدی با استفاده ا ز الیاف پنبه، همراه با الیاف مصنوعی می توا ن از استحکام بخشی به روش سوزن زنی استفاده کرد . این روش با استفاده از سوزن هایی که بر روی سطح آنها زوائدی برای درگیر نمودن الیاف می باشد باعث استحکام لایه الیاف می گردد . درحال حاضر ماشین های سوزن زنی متنوعی ساخته میشوند. اما اصول کلی عملیات در انواع ماشینهای سوزن زنی مشابه میباشد. در ماشین سوزن زنی الیاف در اثر عمل سوزن ها با یکدیگر درگیر میگردند. این فرایند موجب افزایش اصطکاک بین الیاف گردیده و لایه ای فشرده تولید میگردد. قسمت های مختلف یک ماشین سوزن زنی را نمایش میدهد .
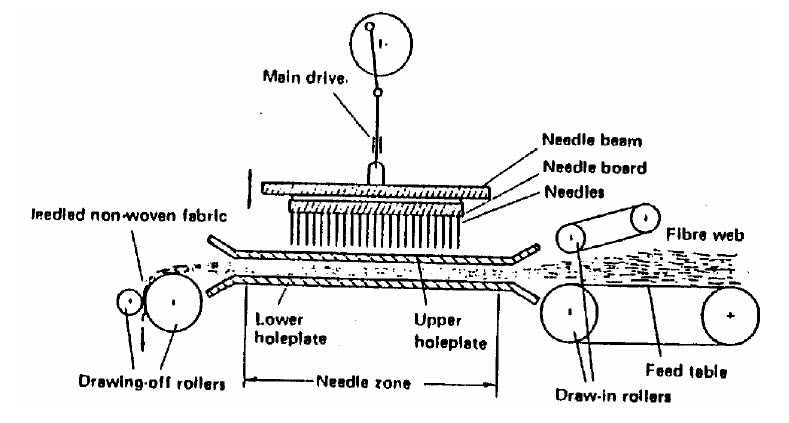
نمای شماتیک ماشین سوزن زنی همانطور که در شکل ملاحظه میشود، لایه الیاف با حرکت میز تغذیه به غلتک های تغذیه میرسد. سپس لایه الیاف بین دو صفحه پایینی ( صفحه قرارگیری لایه الیاف ) و صفحه بالایی ( صفحه تمیز کننده الیاف ) قرار میگیرد. در این قسمت که ناحیه سوزنی نامیده میشود، سوزنها در اثر حرکات نوسانی و با سرعتی معین در داخل لایه الیاف فرو میروند.
خارهای تعبیه شده بر روی سوزن ها الیاف را باخود حرکت داده و به داخل لایه الیاف میکشانند و در بازگشت به دلیل یک جهته بودن خارها ، الیاف کشیده شده در موقعیت جدید ثابت باقی میمانند. عملیات سوزن زنی موجب فشرده شدن لایه و افزایش درگیری الیاف میگردد. در هنگام خروج سوزن ها از صفحه بالایی الیاف از روی سطح سوزن گرفته شده، سوزن ها تمیز میگردند. سپس غلتک های تولید، لایه سوزنی شده را از ناحیه سوزنی خارج مینمایند .
-
تکمیل نهایی
این مرحله از تولید منسوجات بی بافت امروزه با توجه به محدوده وسیع کاربردها بسیار مورد توجه قرار گرفته است. این مرحله میتواند شامل تثبیت حرارتی، شستشو، تکمیل ضد آب و ضد آتش، استریل کردن، برش زدن در اندازه های مختلف، چاپ، رنگرزی و سفیدگری و …باشد. اگرچه بسیاری از منسوجات بی بافت دارای تکمیل خاصی نبوده و میتوانند مستقیماً مورد استفاده قرار گیرند .
جریان تولید باند ارتوپدی بی بافت در یک واحد صنعتی، مطابق نمودار زیر است: