
فرآیند توليد مخازن (Compressed Natural Gas) CNG
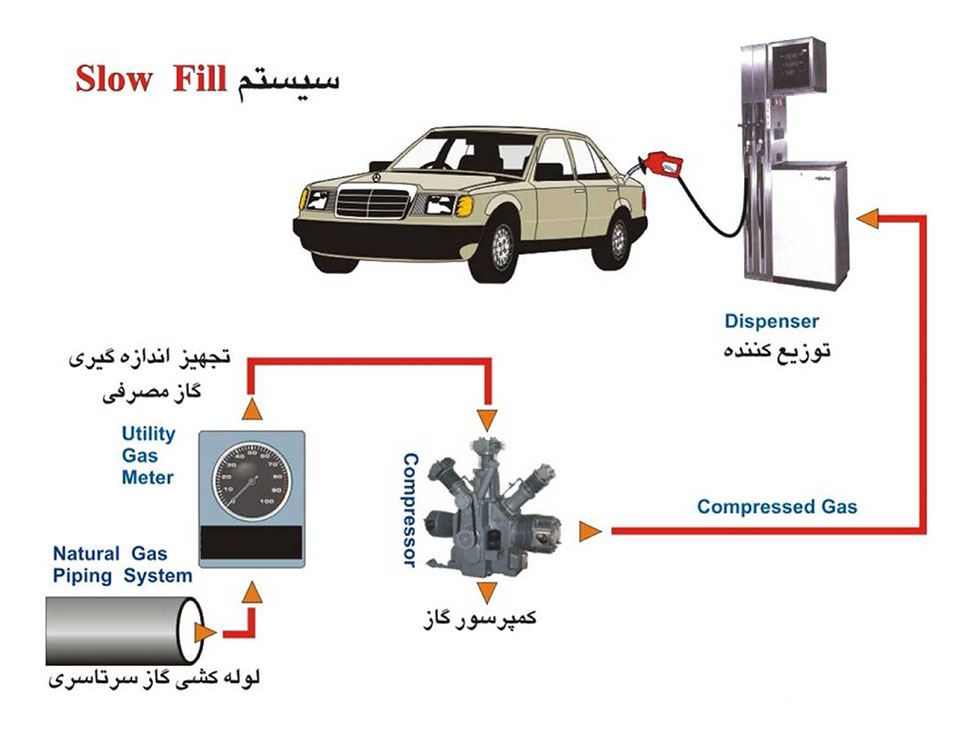
بيش از۷۰ درصد آلودگي در شهرهاي بزرگ ناشي از وسائل نقليه است. در اين ميان استفاده از گاز طبيعي فشرده باعث كاهش آلاينده هاي خروجي از اگزوز خودروها شده و روي هم رفته باعث كاهش انتشار ۲۴ درصدي گازهاي گلخانه اي نسبت به بنزين و گازوئيل مي گردد.
به كارگيري گاز طبيعي فشرده به عنوان سوخت وسایل نقليه در مقياس وسيع در دو دهه ۵۰ و ۶۰ ميلادي در ايتاليا و روسيه آغاز شد. كپسول هاي ذخيره اوليه، كپسول هاي ذخيره فولادي بودند كه با مشخصات گوناگون ساخته شدند تا اينكه در اواخر سال ۱۹۷۰ ميلادي با وضع مقررات جديد در ايتاليا كپسول هاي ذخيره فولادي كم وزن به بازار عرضه شدند. در آمريكاي شمالي نيز تبديل سوخت وسائط نقليه به گاز طبيعي در مقياس وسيعي از سال ۱۹۸۰ ميلادي به بعد آغاز گرديد. كپسول هاي ذخيره سبك وزن ساخته شده از آستر فلزي پيچيده شده با الياف شيشه اي كه براي كاربردهاي فضايي توسعه يافته بودند در سال ۱۹۷۷ ميلادي به بازارهاي صنعتي وارد شدند. در سال ۱۹۸۲ ميلادي كپسول هاي ذخيره كه با آستر آلومينيومي با پيچش محيطي الياف شيشه ساخته شده بودند در صنعت CNG مورد استفاده قرار گرفتند. سازندگان كپسول هاي ذخيره فولادي اين روند را با طرح هاي سبك وزن تر براي CNG با توليدكردن آسترهاي فولادي پيچيده شده با الياف شيشه اي كه در سال ۱۹۸۵ ميلادي آغاز شده بود دنبال كردند. براي اينكه وزن مخزن را براي كاربردهاي CNG كاهش دهند سازندگان طرحهاي كامپوزيتي كاملاً پيچيده اي را توسعه دادند و آسترهاي فلزي يا پلاستيكي را براي مخزن محتوي گاز به كار بردند. در اوخر دهه ۸۰ ميلادي كاربردهاي عملي كپسول هاي ذخيره CNG با آسترهاي پلاستيكي تقويت شده در سوئد، روسيه و فرانسه شروع شد. به دنبال توسعه استاندارهاي كپسولهاي ذخيره گاز طبيعي در آمريكاي شمالي طرح هايي با آسترهاي نسبتاً نازك آلومينيوم يا آسترهاي پلاستيكي تقويت شده كاملاً پيچيده شده باپوشش الياف شيشه و الياف كربن از سال ۱۹۹۲ ميلادي به بازار عرضه شدند.
طبق آخرين آمار تا پايان سال ۲۰۰۹ ، ۱۱٫۲ ميليون مخازن CNG مورد استفاده قرار گرفته است كه سهم پاكستان ۲٫۴ ميليون عدد، آرژانتين ۱٫۸ ميليون عدد، ايران ۱٫۸ ميليون عدد، برزيل ۱٫۶ ميليون عدد و هند ۷۲۵ هزار عدد مي باشد. تجهيز خودرو به سيستم CNG در ايران از دي ماه ۱۳۸۲ آغاز گرديده است كه تا كنون در حدود ۱,۰۰۰,۰۰۰ دستگاه خودرو به تجهيزات CNG مجهز شده اند.
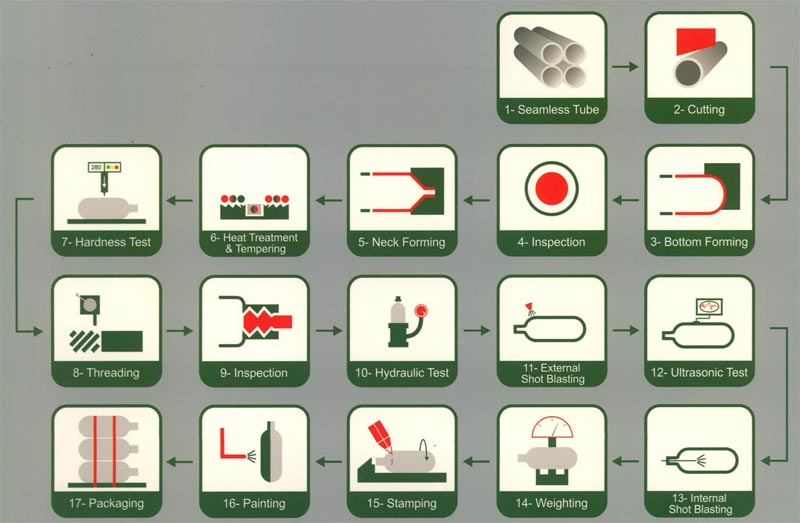
شرح هر کدام از مراحل تولید را میتوان به صورت زیر ارائه کرد:
توليد مخازن CNG به روش هاي متفاوتي در جهان صورت مي پذيرد. مخازن توليدي به چهار دسته تقسيم بندي مي شود.
- نوع اول تمام فلزي
- نوع دوم با آستر فلزي و ۴۵% كامپوزيت
- نوع سوم با آستر فلزي و ۸۰% كامپوزيت
- نوع چهارم ۱۰۰% كامپوزيتپ
همانگونه كه قبلاً نيز گفته شد توليد مخازن نوع اول به 3 روش انجام ميگيرد
- استفاده از شمش(billet)
- استفاده از لوله( pipe)
- استفاده از ورق (plate)
-
-
توليد مخزن از شمش(billet)
اگر ماده اوليه شمش فولادي انتخاب شود فرآيند شكل دهي، اكستروژن معكوس داغ خواهد بود. اكستروژن يك فرآيند تغيير شكل يك پارچه ميباشد كه در آن ماده تحت تغيير شكل زياد سيلان پيدا مي كند و طي آن يك شمش فلزي تحت تأثير فشار از داخل قالبي با شكل خاص عبور داده و سطح مقطع آن را كاهش مي دهند. اكستروژن نسبت به فرآيندهاي ديگر شكل دهي فلزات معمولاً قابل رقابت و اقتصادي تر است. از طرفي دامنه اشكال اكسترود شده نامحدود است. درصورتي كه شمش اوليه قبل از شكل دهي حرارت داده شود اكستروژن گرم، و در غير اين صورت اكستروژن سرد ناميده مي شود. اين روش به تنش هاي فشاري بزرگي منجر مي شود كه در كاهش ايجاد ترك در مواد حين تبديل اوليه از شمش موثر هستند. اين دليل بسيار مهمي است براي استفاده روز افزون از اكستروژن در تغيير شكل فلزاتي كه به سختي شكل مي گيرند مثل فولادهاي زنگ نزن و ساير مواردي كه در دماي بالا به كار مي روند.
فرآيند اكستروژن گرم به منظور توليد محصولات فلزي نيمه تمام با طول نسبتاً زياد و مقطع ثابت مانند انواع پروفيل هاي تو پر و تو خالي، متقارن و غير متقارن فولادي، آلومينيومي و مس وآلياژهاي آنها و الكترود سرد به دليل وجود مقاومت به تغيير شكل زياد در شكل دهي سرد، براي توليد قطعات نسبتاً كوچك،كوتاه و متقارن و به تعداد زياد و با سطح مرغوب و دقت ابعادي بكار مي رود. بيشتر فلزات به طور گرم اكسترود مي شوند تا از امتياز كاهش تنش جريان يا مقاومت به تغيير شكل با افزايش دما برخوردار شوند. گرم كاري مشكلاتي مثل اكسايش شمش وابزار و نرم كردن قالب و ابزار را به وجود مي آورد.
دو نوع اصلي اكستروژن عبارتند از اكستروژن مستقيم و اكستروژن غير مستقيم.
در اين فرآيند (Billet) شمش به ابعاد مورد نظر تهيه و در كوره قرار مي گيرد تا به دماي مورد نياز برسد. بعد از خروج از كوره شمش تحت عمليات اكستروژن معكوس قرار مي گيرد. سپس مخزن ابتدايي كه به صورت ليواني شكل درآمده از پرس خارج شده و براي يكنواخت شدن وكمتر شدن ضخامت يكبار ديگر اكسترود مي شود و تحت تست اولتراسونيك قرار مي گيرد.
در اين مرحله با استفاده از دستگاه فرم دهي گلوئي( necking) كه يك دستگاه حديده كاري چرخشي مي باشد انتهاي بازپوسته ليواني شكل را فرم داده و سپس با استفاده از دستگاه هاي مخصوص ، عمليات ماشين كاري و سوراخ كاري بر روي سرمخزن صورت مي پذيرد تا محل بسته شدن شير مخزن آماده گردد. براي بالا بردن سختي مخازن و مقاومت آنها در برابر ضربه هاي احتمالي و تنش زدايي تنش هاي پس ماند از عمليات شكل دهي، مخازن تحت عمليات سريع سرد كردن(quench) و بازپخت(tempering) قرار مي گيرند.
درزمان شكل دهي مخازن و تحت عمليات حرارتي قرار گرفتن آنها ضايعاتي در داخل و خارج آنها از قبيل اكسيد و غيره بوجود مي آيد كه مي بايست با استفاده از روش ساچمه زني (shot-blasting) تميز كاري انجام گردد. همچنين سختي سطح مخازن نيز مي بايست تحت آزمون سختي سنجي سطحي قرار گيرند. -
توليد مخزن از لوله( pipe)
زماني كه قطعه خام اوليه لوله باشد فرآيند توليد Spinning يا شكل دهي چرخشي داغ خواهد بود. اين فرآيند براي توليد قطعات توخالي متقارن و در مواد خاص قطعات توخالي بيضي شكل بكار مي رود.در اين فرآيند ابتدا لوله بريده شده و سپس درون جك نگهدارنده محكم نگه داشته مي شوند.يك طرف لوله داغ شده و سپس نگهدارنده به چرخش مي آيد و لوله همراه با آن مي چرخد و تغيير شكل با فشار و از طريق ابزاري مانند غلتك فشار بطور پيوسته به لوله در حال چرخش اعمال مي شود و در نهايت انتهاي لوله بسته مي شود. سر ديگر لوله نيز با همين روش شكل گرفته و دهانه كپسول ساخته مي شود پس از اين مرحله مخزن تحت عمليات فلوفرمينگ(Flow forming) قرار مي گيرد و هنگامي كه ضخامت مخزن به حد مطلوب رسيد بازرسي اولتراسونيك جهت اطمينان از يكساني ضخامت سطح مخزن انجام مي گيرد. شكل دهي گلويي به روش چرخشي است و بقيه مراحل ساخت مخازن از لوله مانند روش توليد مخزن از ماده اوليه شمش است.
-
توليد مخزن از ورق (Plate)
براي توليد مخازن فولادي نوع يك از ورق ابتدا ورق هايي از جنس ۱۴۰۳۰ AIS يا ۱۴۱۴۰ AIs انتخاب ميشوند. ورق هاي فولادي در ابعاد و اندازه هاي گوناگون وجود دارند كه سازندگان مخازن با توجه به ابعاد و اندازه هاي مخازن توليدي ورق هاي مورد نياز را انتخاب مي كنند و سپس عمليات آنيلينگ روي آن انجام مي شود. سپس برش كاري انجام مي شود. ورق ها بصورت دايره به ابعاد مورد نياز طوري بريده مي شوند كه كمترين تنش هاي فشاري و ترك هاي احتمالي در آن بوجود آيد. سپس ورق ها در يك سيكل روغن كاري به مقدار جلوگيري از آسيب هاي احتمالي حين فرآيند قرار مي گيرند.
در مرحله بعد فرآيند كشش عميق (Deep Drawing) سرد به كار مي رود.كشش عميق (Deep Drawing) به تغيير شكل قطعه تخت به قطعات حجيم و توخالي گفته مي شود. اين فرآيند از مهمترين فرآيندهاي شكل دادن ورق است كه به طور وسيعي در تغيير شكل ورق هاي فلزي و تبديل آن به قطعات توخالي به كار مي رود. در اين فرآيند تغيير ضخامت ورق بسيار اندك است بطوريكه معمولاً سطح قطعه كشيده شده تقريباً با سطح ورق اوليه مطابقت دارد. فرآيندهاي شكل دادن كه براي تغيير ورق ها بكار مي رود با فرآيندهاي شكل دادن حجيم(Bulk Forming) متفاوت است. درفرآيندهاي شكل دادن ورق معمولاً حالت كشش غالب است در صورتي كه درفرآيندهاي شكل دادن حجيم عمدتاً حالت فشاري غالب است. كشش عميق در صنعت معمولاً براي توليد قطعاتي از قبيل انواع ظروف فلزي،مخزن هاي تحت فشار يا خلاء، بعضي از قطعات يدكي اتومبيل و هواپيما،پوسته فشنگ و گلوله، قوطي هاي كنسرو و نوشابه بكار مي رود.فرآيند كشش عميق با استفاده از دستگاهي كه شامل يك سنبه فشار(Punch) يك قالب مدور و يك نگهدارنده ورق است انجام ميگيرد. نيروي لازم براي اين تغيير شكل از طريق مكانيكي يا هيدروليكي تامين مي شود. با توجه به اينكه در اين فرآيند سطح ورق تحت تاثير تنش كششي و در امتداد عمود برآن تنش فشاري قرار مي گيرد لذا اين روش جزء روش هاي كشش- فشار محسوب مي شود. باعنايت به محدود بودن حداكثر نيروي كشش عميق با استفاده از يك مرحله كشش نمي توان به عمق كافي براي اغلب كاربردها دست يافت اما از طريق كشش عميق چند مرحله اي مي توان قطر را كاهش و عمق يا ارتفاع ديواره را افزايش داد. در اين مرحله ضخامت تغيير نمي كند اما قطر قطعه تو خالي مرحله به مرحله كاهش مي يابد. به دليل اينكه در مرحله كشش كار سخت مي شود و در نتيجه استحكام سيلان آن افزايش مي يابدو نيروي بيشتري براي كشش لازم است. به همين دليل معمولاً بين مراحل عمل آنيل را انجام مي دهند تا استحكام سيلان ماده پايين آمده ماده نرمتر شده و راحت تر تغيير شكل دهد. هم چنين براي كاهش اصطكاك ،قطعه را در ماده روانكار غوطه ور مي كنند(روغن كاري) و پس از انجام اين مراحل براي يكسان سازي سطح استوانه اي مخزن تحت عمليات فلوفرمينگ قرار ميگيرند. سپس تحت تست اولتراسونيك به منظور اطمينان از يكساني ضخامت سطح آن قرار مي گيرند. براي شكل دادن به گلويي سر مخازن از دستگاه شكل دهي چرخشي گلويي استفاده مي شود. بقيه مراحل ساخت شبيه ساير روش ها است.
پيچش الياف
يكي از مهمترين مسائل در ساخت مخازن كامپوزيتي مربوط به عمليات تقويت سطوح آستري توسط پيچش الياف آغشته به رزين مي باشد. اين الياف معمولاً از جنس شيشه(Fiberglass) ، كربن (Carbon Fiber)، آراميد(Aramid) و يا هيبريدي(Hybrid) مي باشد.
پيچش الياف يكي از روش هاي شناخته شده اي است كه از سال ها قبل در صنايع كامپوزيت مورد استفاده فراوان داشته است. در اين روش رشته هاي پيوسته الياف به دور يك قالب پيچيده شده و نقش يك پوسته مقاوم در برابر فشار را ايفا مي كند. بر حسب نياز و با در نظر گرفتن هزينه ها و يا عملكرد مورد انتظار مي توان از تركيبات مختلف رزين و الياف استفاده نمود. الياف شيشه داراي قيمت و نيز سطح كيفيت پايين تر است و الياف كربن داراي عملكرد بهتر و قيمت بالاتر مي باشد. اين صنعت توجه ويژه اي به كاهش قيمت و وزن محصولات داشته و به همين دليل در صنايع هوايي و ساخت مخازن سوخت شركتها كاربردفراوان دارد. پيچش الياف به يكي از سه روش طولي(Polar)، ضربدري(Hehicah) و محيطي(Hoop) انجام مي شود كه بسته به شكل مخزن و جهت بارهايي كه الياف بايد تحمل نمايد انتخاب مي شوند. يكي از پارامترهاي بحراني در مخازن تحت فشار كامپوزيتي مسئله مقاومت آنها در برابر تركيدن مي باشد. چنين اتفاقي در اين مخازن به علت پاره شدن الياف روي مي دهد.كنترل كيفيت
گاز طبيعي فشرده كه به عنوان سوخت در خودروها به كار مي رود تا فشار ۲۰۰ بار(bar )فشرده مي شود. وجود فشار بالا در سيستم سوخت رساني اين خودروها و تجهيزات مرتبط با آن ها نظير تجهيزات سوخت گيري و كمپرسور اين نياز را ايجاد مي كند كه الزامات ايمني بالايي در اين تجهيزات رعايت شود. در ايران به موازات توسعه اين صنعت توجه به تدوين استانداردها و و مقررات و نيز كيفيت و ايمني آغاز شده و تعداد قابل توجهي استاندارد مرتبط با CNG به وضعيت استاندارد ملي درآمده است. در سازمان بين المللي استانداردISO گروه WG17 TC8SC3 روي استاندارد مخازن كار مي كنند.
هدف نهائي اين دو گروه ارائه گواهي با عنوان مخازن تحت فشار بالا روي خودرو براي ذخيره گاز طبيعي به عنوان يك سوخت مي باشد. استاندارد جديد به دنبال روش هايي جهت ساخت مخازن مقاوم و سبك براي استفاده در خودرو هاي گاز سوز مي باشد كه قيمت اين مخازن كم بوده و داراي ايمني كافي جهت عمر طولاني تحت فشار بالا باشد. بدين ترتيب مواردي در اين استانداردها مشخص شد كه جزئيات سرويس دهي، طراحي و نحوه استفاده از مخازن فشار بالاي گاز را در خودروهاي گازسوز مشخص نمودند.
هم چنين استانداردها به دنبال تامين اطمينان ساخت مخازن فشار بالا به طوري بودند كه عمر اين مخازن از مقدار زمان كاركرد اين مخازن در خودرو بيشترباشد تا در طول عمر مفيد خود دچار خستگي، از كار افتادگي و شكست نگردند. اين مسئله به نشت پيش از شكست(LBB) موسوم است و در حال حاضر يكي از مهمترين قسمت هاي طراحي مخزن گاز طبيعي است. مطابق با استانداردهاي جديد مخازن گاز بايد در انتهاي عمر مفيد خود از كار افتاده شوند. هميشه عمر مخزن بيش از عمر خودرو است يعني قبل از اينكه مخزن از كار افتاده شود عمر مفيد خودرو پايان يافته است. عمر كلي و دراز مدت مخازن به عواملي مثل شرايط كاري، شرايطي كه مخزن تحت آن شرايط نگه داري مي شود و فشار پر شدن مخزن بستگي دارد. توجه خاصي به مخازن فشار بالاي كامپوزيتي در اين زمينه ها شده است زيرا از نظر آسيب هاي مكانيكي وارده حساس تر هستند.
آزمون هاي كيفي حين توليد
در هنگام ساخت مخازن CNG لازم است تا برخي از آزمون ها روي مخازن انجام گيرد اين آزمون ها عبارتند از:
- اولتراسونيك
- آزمون سختي سنجي
- آزمون تعيين حجم
- آزمون تعيين ايمني
بازرسي اولتراسونيك
با انجام بازرسي اولتراسونيك عيوب و نواقص بوجود آمده در هنگام شكل دهي مخازن قابل تشخيص مي باشند. هم چنين مي توان اندازه دقيق ضخامت مخازن را بدين وسيله تعيين نمود. كار با تجهيزات آزمون بايد توسط افراد متخصص مطابق با يك استاندارد ملي يا بين المللي انجام شود.سطوح داخلي و خارجي مخازن كه بدين روش تحت آزمون قرار مي گيرند بايد در شرايط مناسب باشند و انجام اين آزمايش بايد دقيق و تكرار پذير باشد. منظور از شرايط مناسب اين است كه سطوح بايد كاملاً تميز و عاري از هرگونه اكسيد و روغن باشند زيرا اين موارد در نتايج آزمون اختلال ايجاد مي كند.
آزمون سختي سنجي:
پس از اتمام عمليات حرارتي روي مخازن، سطح هر مخزن بايد تحت آزمون سختي سنجي قرار گيرد.چهار آزمون سختي سنجي روي مخازن انجام ميشود. دو آزمون در يك انتها به فاصله زاويه اي ۱۸۰ درجه و دوتاي ديگر در انتهاي ديگر مخزن به فاصله زوايه اي ۱۸۰ درجه از يكديگر انجام ميگيرد. مقدار حداقل سختي در اين چهار آزمون انتخاب مي شود. اين اندازه بايد در محدود ۳۰۶-۲۴۵ برنيل باشد. هنگامي كه مقدار سختي از مقدار. پيشينه آن تجاوز كند تعداد دو آزمون يا بيشتر انجام مي شود. هنگامي كه نتايج مورد قبول نباشد مخازن دوباره عمليات حرارتي مي شوند و براي آزمون مجدد آماده مي شوند.
آزمون تعيين حجم
بعد از اينكه بازرسي اولتراسونيك و آزمون سختي انجام شد و مخازن مورد تائيد قرار گرفتند هم مخازن از آب پر شده و حجم آبي آن ها اندازه گيري ميشود در صورتي كه حجم آبي مخزن در محدوده قابل قبولي باشد مخزن تائيد نشده و به قسمت علامت گذاري منتقل مي شود تا اطلاعات لازم به روي آن حك گردد.
آزمون هاي تاييد ايمني مخازن
آزمون هاي تاييد ايمني مخزن را مي توان براساس اهداف آن ها به سه نوع تقسيم نمود. هر يك از آزمون ها در يكي از اين رده ها قرار مي گيرند اين 3 رده عبارتند از:
- آزمون هاي تحمل آسيب
- آزمون هاي محيطي
- آزمون هاي چرخه عمر
آزمون هاي تحمل آسيب
آزمون هاي تحمل آسيب شامل آزمون گلوله، آزمون سقوط،آزمون تحمل خرابي و آزمون تصادف مي باشد.
آزمون هاي محيطي
آزمون هاي محيطي شامل مايعات خوردنده، دماهاي حدي بالا و پايين، تسريع گسيخته گي تحت تنش و قرار گيري در معرض آتش مي باشد.
آزمون چرخه عمر
آزمون هاي چرخه عمر شامل تركيدن چرخه فشار در دماي محيط، نشت پيش از شكست و چرخه گاز طبيعي مي باشد. آزمون نمونه اوليه بايد براي هر طراحي جديد بر روي مخازني كه نماينده توليد عادي بوده انجام شود.
آزمون مواد اوليه
بسته به مورد آزمون هاي مقاومت كششي، خوردگي، مقاومت در برابر بار وارده، ضربه، ترك خوردگي تحت تنش سولفيدي و در مورد لايه هاي داخلي پلاستيكي،آزمون هاي خميري شدن و خزش در دماهاي بالا در مورد مخزن انجام مي شوند.
آزمون تركيدن تحت فشار هيدرو ستاتيك
در اين آموزن نمونه ها با آب پر شده و تا مرحله تركيدن تحت فشار قرار مي گيرد كه بايد حدقل فشار تركيدن در طراحي براي مخزن تعيين شده را پشت سر بگذارند كه اين حداقل فشار از ۴۵۰ بار كمتر نخواهد بود.
آزمون چرخ فشار در دماي محيط
در اين آزمون مخازن نمونه با يك سيال غير خورنده پر شده و تحت چرخه فشار ۲۰ الي ۲۶۰ بار قرار مي گيرند. نرخ چرخه فشار بايد كمتر از ۱۰ چرخه در هر دقيقه باشد. مخازن نبايد پيش از رسيدن به ۱۰۰ برابر عمر كاري( برحسب سال) خراب شوند.آزمون نشست پيش از شكست
در اين آزمون مخازن نمونه تكميل شده تحت چرخه فشار بين ۲۰ الي۳۰۰ بار قرار مي گيرند. نرخ چرخه فشار بايد كمتر از ۱۰ چرخه در هر دقيقه باشد. اين مخازن بايد براثر نشست و دود نشوند و نه گسيختگي يا اين كه بيش از ۴۵ هزار چرخه مقاومت كنند.
آزمون قرارگيري در معرض آتش
اين آزمون به منظور حصول اطمينان از عملكرد صحيح وسيله اطمينان تخليه فشار و شير مخزن انجام ميشود و بسته به مورد يك يا دو مخزن از گاز طبيعي پرشده و به صورت افقي با فاصله ۱۰۰ mm بالاتر از منبع آتش قرار مي گيرند. منبع آتش بايد ۶۵/۱ متر طول داشته و كل قطر مخزن را بپوشاند در اين آزمون مخزن نبايد منفجر شود و بايد گاز از وسيله اطمينان تخليه فشار تخليه شود.
آزمون نفوذگلوله
يك مخزن با گاز فشرده تا فشار ۲۰۰بار پرشده و تحت شليك يك گلوله جنگي با قطر ۶۲/۷ ميلي متر قرار ميگيريد. گلوله بايد طوري به مخزن اصابت كند كه از يك قسمت ديواره مخزن عبور كند. مخزن نبايد دچار گسيختگي يا انفجار شود در مخازن نوع ۲و۳و۴ بايد گلوله تحت زاويه ۴۵ درجه به جداره مخزن برخورد كند.
ديگر آزمون ها تحمل خرابي، خزش در دماي بالا، تسريع گسيختگي ناشي از تنش، مقاومت برشي رزين، سقوط،گشتاور نافي و نفوذ پذيري گاز مي باشد.امکانات خط تولید مخازن CNG به شرح ذیل می باشد.
- فسفاته و صابونی : جهت روان سازی فرایند پرس کاری
- پرس سرد: تبدیل ورق به کاپ اولیه
- پرس های گرم: تبدیل کاپ اولیه به کاپ نهایی با ابعاد مطابق نقشه
- اسپینینگ: تبدیل کاپ به مخزن
- هاردنینگ: انجام عملیات حرارتی جهت سختکاری مخزن
- کوئنچینگ: انجام عملیات حرارتی جهت سختکاری مخزن
- الواتور خنک کننده مخزن: خنک کردن مخزن ها پس از عملیات حرارتی
- تست سختی سنجی: جهت اندازه گیری سختی مخزن ها پس از عملیات حرارتی
- شات بلاست خارجی: تمیز کاری اکسید های سطح خارجی مخزن
- تست مغناطیس: جهت کنترل سطوح خارجی سیلندر از نظر اطمینان از عدم وجود ترک های سطحی
- تست التراسونیک: تست کلی مخزن از نظر اطمینان از عدم وجود ترک در دیواره مخزن
- ماشین کاری: تراش گلویی سیلندر و محل بستن شیر
- تست هیدرواستاتیک: تست هیدرولیکی صد در صد مخزن ها در فشار ۳۰۰ بار
- شات بلاست داخلی: تمیز کردن سطوح داخلی مخزن از اکسید و سایر ذرات خارجی
- ویدئو اسکوپ: کنترل سطوح داخلی مخزن جهت اطمینان از عدم وجود اکسید و ذرات خارجی در جداره داخلی
- حکاکی: حک کردن مشخصات فنی و شماره سریال روی مخزن
- خط رنگ: ایجاد پوشش مقاوم با رنگ پودری روی سطوح خارجی مخزن
- بسته بندی: آماده سازی جهت ارسال مخزن به مشتری
- آزمایشگاه شیمی: تست مشخصات و استحکام رنگ طبق استاندارد ECE R110
- آزمایشگاه مکانیک: تست مشخصات مکانیکی مخزن طبق استاندارد ECE R110
- آزمایشگاه متالوژی: بررسی مشخصات فولاد بکار رفته برای مخزن
- تست انفجار: منفجر کردن مخزن با فشار هیدرولیک طبق استاندارد ECE R110
- تست گلوله: شلیک گلوله به بدنه مخزن در فشار طبق استاندارد ECE R110
- تست خستگی: آزمایش سیکلیک در فشار ۲۵۰ بار جهت کنترل خستگی طبق استاندارد ECE R110
- تست آتش: تست قرار گرفتن مخزن در محیط آتش در حالت داشتن فشار داخل آن طبق استاندارد ECE R110

-







