
معرفی ایمپلنت پزشکی
امروزه با افزایش میانگین سن جوامع بشري و یا عملکرد ناصحیح در حرکات روزمره، میزان دردهاي مفصلی و از دست دادن کارایی یک مفصل شیوع زیادي پیدا کرده است. یکی از مهمترین مفاصل بدن که سهم نیروهاي وارده بر آن در برخی فعالیتهاي روزانه تا چندین برابر وزن بدن نیز میرسد مفصل لگن یا هیپ است که این مفصل از نوع گوي و کاسهاي با سه درجه آزادي میباشد. نگاهی به میزان عملهاي جراحی انجام شده در سراسر دنیا و کشور ایران و نرخ رشد مصرف پروتزها در ایران عامل محرکی براي تدوین دانش فنی ساخت یکی از انواع این پروتزها گردید.
مفصل Hip (مفصل بین ران و خاصره) یک مفصل گوي و کاسهاي است. بخش گوي مانند مفصل که سر ران خوانده میشود، بخشی از استخوان فمور است. بخش کاسهاي آن «استابولوم» نام دارد که بخشی از استخوان لگن است. سرگوي مانند ران درون استابولوم قرار گرفته است. سر این استخوانها بسیار صیقلی بوده و با یک بافت محکم پوشانده شده که غضروف نامیده میشود.
التهاب مفاصل به علت آسیب دیدن سطح استخوان و غضروف ایجاد می شود. سطح هاي آسیب دیده به علت ساییدگی بسیار دردناك هستند. راه هاي بسیاري براي درمان درد ناشی از التهاب مفاصل وجود دارد. که یکی از این راه ها جراحی تعویض کامل هیپ است. بیش از ربع قرن است که مفاصل هیپ مصنوعی با طراحی پیشرفته و ساختمان منحصر به فرد، جایگزین مفاصل دردناك شده و به صدها هزار انسان زندگی بدون درد و فعالی بخشیده است.
التهاب مفاصل به علت آسیب دیدن سطح استخوان و غضروف ایجاد می شود. سطح هاي آسیب دیده به علت ساییدگی بسیار دردناك هستند. راه هاي بسیاري براي درمان درد ناشی از التهاب مفاصل وجود دارد. که یکی از این راه ها جراحی تعویض کامل هیپ است. بیش از ربع قرن است که مفاصل هیپ مصنوعی با طراحی پیشرفته و ساختمان منحصر به فرد، جایگزین مفاصل دردناك شده و به صدها هزار انسان زندگی بدون درد و فعالی بخشیده است.
مطالب مرتبط: طرح توجیهی کارخانه تولید لوله ونوجکت یا لوله خونگیری خلاء
طراحی ایمپلنت مفصل هیپ
ایمپلنتی که براي تعویض کامل هیپ به کار می رود از سه بخش تشکیل شده است:
- پایه (stem) :داخل فمور جاسازي می شوند.
- گوي (ball) :جایگزین سر گوي مانند استخوان فمور میشود.
- حفره (cup) :جایگزین حفره معیوب داخل لگن میشود.
به منظور مطابقت ایمپلنت با بدن هاي مختلف، هر بخش در سایزهاي گوناگونی طراحی شده است. نوع ایمپلنت مورد استفاده بسته به عوامل چون سن، وزن، تراکم استخوان، سطح فعالیت و سلامتی بیمار توسط پزشک تعیین می شود.
البته عواملی چون کیفیت و قیمت ایمپلنت همچنین تجربه و سلیقه پزشک و آشنایی او با ایمپلنت در انتخاب آن موثر هستند.

ساختمان ایمپلنت
دکتر جان چارنلی یک ارتوپد انگلیسی، اولین هیپ مصنوعی را طراحی کرد. ایمپلنت مذکور ترکیبی از گوي و پایه فلزي بود که با روکشی پلاستیکی پوشانده شده و براي جایگذاري آن از سیمان متا آکلرلیک استفاده کرده بود.
امروزه بخش پایه اکثر ایمپلنت هاي هیپ از آلیاژهاي تیتانیوم – کروم یا کبالت – کروم ساخته میشود که سطوح اکثر آنها متخلخل و سوراخ دار بوده و امکان رشد استخوان به داخل آنها را فراهم می آورد.
بخش گوي مانند هیپ از آلیاژهاي کبالت – کروم یا مواد سرامیکی اکسید آلومینیوم ساخته می شود و سپس به منظور چرخش آسان مفصل، سطح آن صیقل داده میشود. حفره را نیز می توان از فلز، پلیاتیلن هایی با وزن بالاي مولکولی یا ترکیبی از پلی اتیلن غنی شده و فلز درست کرد. بسته به سایز مورد نیاز، وزن کل این اجزاء بین 14 تا 18 انس است.
برخی از ویژگی هاي این ایمپلنت ها عبارتند از:
- سازگاري: باید بدون علایم پس زدن یا حساسیتی در بدن کار کند.
- مقاومت در برابر خوردگی، تخریب، سایش و فرسودگی: طول و شکل قطعات ایمپلنت باید براي مدت طولانی حفظ شود. مقاومت در برابر سایش، در صحت عملکرد مفصل تاثیر به سزایی دارد و از تخریب بیشتر استخوان که به سبب پسماندهاي ریز جا مانده از حرکت بخش هاي ایمپلنت روي هم جلوگیري میکند.
- داشتن خواص مکانیکی مشابه مفصل طبیعی: ایمپلنت به اندازه کافی محکم باشند تا بار گذاري وزن بدن را بتوانند تحمل کند یا به اندازه کافی انعطاف پذیر باشد تا بدون این که بشکند فشار را تحمل کند و هر نوع حرکتی را به نرمی و در جهات مختلف انجام دهد.
- مطابق با بالاترین استانداردها: مراحل ساخت و کنترل کیفیت باید از استانداردهاي بالایی تبعیت کند.

تعبیه ایمپلنت در بدن
پیش از عمل تعویض کل هیپ، جراح ارتوپد پارامترهایی چون طول عضو، چرخش عضو و … را به منظور تعیین پروتز مناسب اندازه گیري می کند.
جراح براي دستیابی به مفصل، عضله را برش می دهد. سپس با باز کردن حفره مفصل، سر معیوب فمور را از حفره خارج می کند، سپس حفره استابولوم را تمیز کرده و فضاي داخل آن را با مته تراش می دهد. بدین ترتیب سایز آن نیز بزرگتر می شود. سپس پوشش نیم کرهاي داخل حفره کاشته می شود، بخش پلاستیکی داخل حفره در داخل پوشش فلزي جاي داده شده و در جاي خود تثبیت می شود.
استخوان فوقانی پا بافت استخوانی نسبتا نرم و متخلخلی در مرکز دارد. این بخش از استخوان «استخوان اسفنجی» نامیده می شود که کانال را احاطه کرده و بیشتر مویرگ هاي خونی و بافت چربی را در بر گرفته است. براي تمیز کردن استخوان اسفنجی از داخل کانال از ابزار خاصی استفاده می شود و سپس دیوار داخل کانال را فرم داده تا کاملا مطابق رویه میله ایمپلنت شود. انتهاي بالایی فمور طوري طراحی و صیقلی شده که میله بتواند هم تراز با سطح استخوان قرار گیرد.
در برخی طراحی ها، تنه و گوي یک تکه و در برخی دیگر دو قطعه مجزا هستند که در این حالت سایز مناسب گوي انتخاب و مونتاژ میشود. سپس جراح گوي جدید را که حالا بخشی از استخوان ران است در داخل حفره جدید که بخشی از استخوان لگن است قرار میدهد. میتوان یک تیوپ پلاستیکی را در داخل برش وارد کرد تا ترشحات زخم را به بیرون هدایت کند.
پس از وارد کردن تیوپ، لبه هاي پوست کنار هم کشیده شده و دوخته میشود، سپس با باند استریل باندپیچی شده و بیمار را به اتاق ریکاوري منتقل می کنند.
تعویض کلی هیپ با سیمان
از ابتداي پیدایش ایمپلنتها تا به امروز تغییرات زیادي در طراحی آنها حاصل شده است. گاهی براي محکم کردن ایمپلنت در جاي خود از سیمان استفاده میشود بدین ترتیب که داخل کانال فمور را از سیمان مخصوص پر کرده و سپس ایمپلنت را وارد میکنند تا پس از گذشت زمانی آن را در جاي خود ثابت کند.
امروزه پر کاربردترین سیمان استخوانی، یک پلیمر اکریلیک است که پلی متیل متاکریلات (PMMA) نامیده میشود. بیمارانی که هیپ آنها به طور کامل و با شیوه سیمانی تعویض شده میتوانند پس از مدت کوتاهی وزن خود را روي عضو قرار داده و با یک توانبخشی سریع تقریبا بلافاصله پس از عمل، بدون حمایت راه بروند.
گر چه ایمپلنت هاي سیمانی موفقیتهاي طولانی مدتی داشته اند، اما براي همه مناسب نیستند. فیکس کننده هاي سیمانی با استناد به سطح پایدار بین پروتز و سیمان و بند مکانیکی ثابت بین سیمان و استخوان کار میکنند. میله هاي فلزي که به کمک سیمان ثابت شده اند به ندرت میشکنند اما احتمال شل شدن دارند.
در برخی طراحی ها، تنه و گوي یک تکه و در برخی دیگر دو قطعه مجزا هستند که در این حالت سایز مناسب گوي انتخاب و مونتاژ می شود. سپس جراح گوي جدید را که حالا بخشی از استخوان ران است در داخل حفره جدید که بخشی از استخوان لگن است قرار میدهد. می توان یک تیوپ پلاستیکی را در داخل برش وارد کرد تا ترشحات زخم را به بیرون هدایت کند.
پس از وارد کردن تیوپ، لبه هاي پوست کنار هم کشیده شده و دوخته می شود، سپس با باند استریل باندپیچی شده و بیمار را به اتاق ریکاوري منتقل می کنند.
تعویض مفصل هیپ ممکن است با سیمان یا بدون سیمان یا ترکیبی از اجزاء سیمانی و بدون سیمان صورت گیرد.
فرایندهاي بیولوژیک و مکانیکی مختلفی هستند که بر شل شدن ایمپلنت تاثیر میگذارند:
در قطعات فموري، تركهایی که ممکن است در سیمان به وجود آید، میتواند منجر به شل شدن و ناپایدار گشتن میله پروتز شود. این مساله بیشتر در بیماران خیلی فعال یا خیلی سنگین اتفاق میافتد. حرکت گوي فلزي در داخل حفره پلی اتیلن بخش استابولوم، پوششی از پسماندهاي پلیاتیلنی ایجاد میکند. بدن به این ذرات باقیمانده سیمانی یا پلی اتیلنی پاسخ بیولوژیک میدهد که ممکن است منجر به شل شدن ایمپلنت و خسارت به استخوانهاي اطراف آن شود. ذرات میکروسکوپی بازمانده توسط سلولهاي اطراف مفصل جذب شده و پاسخی آتشین را از طرف بدن مبنی بر از بین بردن آنها سبب میشود.
این پاسخ ضربتی باعث از بین رفتن سلولهاي استخوانی می شود که استئولیزیز نامیده میشود. با ضعیف شدن استخوان، پایداري نیز کاهش مییابد. عموما با وجود بروز عیوب ذکر شده که باعث شل شدن میشوند، باید باند بین سیمان و استخوان خیلی پایدار و با دوام باشد.
تعویض سیمانی کل هیپ بیشتر براي بیماران مسن، بیماران مبتلا به آرتریت روماتوئید یا بیماران جوانی که تراکم استخوان کمی دارند توصیه می شود. چون در این بیماران احتمال اعمال فشار به سیمان به نحوي که شکستگی در آن ایجاد شود کمتر است.
تعویض کل هیپ بدون سیمان
در سال 1980 ایمپلنت هایی طراحی شدند که بدون استفاده از سیمان مستقیما به استخوان میچسبیدند. در سطح این ایمپلنت ها یک پوشش وجود دارد که در بافت آن حوزه هاي ریزي هست که امکان جذب استخوانهاي رشد یافته را فراهم میکند.
از آن جا که پایداري این ایمپلنت به شدت بستگی به رشد استخوان جدید دارد، بیمارانی که به صورت بدون سیمان تعویض مفصل داشته اند نسبت به آن که به روش سیمانی جراحی شده اند به زمان معالجه طولانی تري نیاز دارند.
جراح ارتوپد باید براي کار با بسته هاي بدون سیمان در آماده کردن فمور دقت بسیار زیادي داشته باشد و کانال ایمپلنت را کاملا منطبق با قالب ایمپلنت بتراشد زیرا استخوان هاي رشد یافته جدید نمیتوانند از شکاف هاي بیشتر از mm1 تا mm2 پل بزنند.
همچنین بیمار باید تا هنگامی که اتصال پایداري بین ایمپلنت و استخوان به وجود نیامده، از تحمل کننده ها وزن (عصا یا واکر) استفاده کند.
ایمپلنت بدون سیمان ران باید در قسمت بالایی بزرگتر باشد که این طراحی سطح کورتکس استخوان را قويتر میسازد و با متخلخل و چگالتر بودن ساختمان ایمپلنت پایداري بیشتر میشود. در تعویض کامل هیپ به روش بدون سیمان، بخش استابولوم نیز پوشش بافت داري دارد که امکان رشد استخوان در آن را فراهم میکند. البته بسته به نوع طراحی، ممکن است براي فیکس کردن ایمپلنت در جاي خود از پیچ هایی نیز استفاده شود.
معمولا این ایمپلنت ها لایه خارجی آهنی با خط هایی پلیاتیلنی دارند. با پروسه اي مانند همان پروسه اي که براي تعویض کل هیپ سیمانی استفاده میشود، لگن را براي جایگذاري هیپ غیر سیمانی آماده میکنند و باید دقت کرد که فاصله بین ایمپلنت و استخوان هر چه کمتر باشد، رشد استخوان ممکنتر می شود.
در ابتدا امید این میرفت که تعویض کل هیپ به شیوه بدون سیمان، مشکلاتی مانند شل شدن میله را که در جراحی با سیمان وجود داشت را نداشته باشد هر چند که این نوع طراحی بازده بسیار عالی در طولانی مدت داشته است اما در صورتی که باند محکمی بین استخوان و میله تعبیه نشود، میله هاي بدون سیمان مثل خواهند شد.
بیمارانی با میله هاي بدون سیمان بزرگ، ممکن است دردهاي خفیف رانی را تجربه کنند. به علاوه فرسایش پلی اتیلن ذرات ریز به جا مانده و همچنین استئولیزیز (فساد استخوان) از مشکلاتی است که در هر دو نوع با سیمان و بدون سیمان وجود دارد و امید است که با اعمال تغییراتی در ساختمان پلیاتیلنی ایمپلنت ها، علاوه بر کاهش ساییدگی و فرسایش، تکیه گاه هاي محکم تري در آینده به وجود آید.
با وجود آنان که برخی از جراحان ایمپلنت هاي بدون سیمان را براي تمام بیماران استفاده میکنند، این نوع از ایمپلنت بیشتر براي جوانترها، بیمارانی با فعالیت بالا و بیمارانی که تراکم استخوان زیادي دارند کاربرد دارد تا با رشد استخوان داخل حفره هاي ایمپلنت، پایداري آن تضمین شود. البته در بیماران مبتلا به ورم مفاصل با وجود تحرك کمی که دارند نیز میتوان از این نوع تعویض مفصل بهره جست.
تعویض کامل هیپ به صورت ترکیبی
در این نوع تعویض مفصل، معمولا حفره استابولوم بدون سیمان و سایر اجزاء مانند میله رانی بدون سیمان تعبیه میشوند. این تکنیک از اوایل دهه 1980 معرفی شد و مزایاي آن ترکیبی از مزایاي ایمپلنت سیمانی و بدون سیمان است.
در طراحی ایمپلنت هیپ باید به دو زاویه مهم توجه کرد:
- زاویه محور گردن (زاویه تنه گردن)
- زاویه انحراف زهدان به جلو
در صورتی که این دو زاویه نادرست طراحی شوند با کاهش محدوده حرکت اثرات بدي بر راه رفتن میگذارد. البته محدوده فیزیولوژیک حرکت براي هر بیمار مختلف بوده و میانگین خمیدگی مورد نیاز براي نشستن 114 درجه است. قطر سر پروتز فمور، قالب گردن و دامنه سرهاي فموري تاثیر به سزایی بر محدوده حرکت هیپ دارد.
تعویض جزئی هیپ
اگر تنها یک بخش از مفصل صدمه باشد به جاي تعویض کل آن، تنها بخش آسیب دیده را جایگزین میکنند. به عنوان مثال در صورت آسیب دیدن سر گوي از یک اره ماشینی خاصی استفاده کرده و آن را جدا میکنند و پروتز مناسب را جایگزین آن میکنند. در پایین این پروتز یک میله فلزي است که در داخل فمور تثبیت شده و گوي آهنی در بالاي آن قرار میگیرد. براي وارد کردن این میله به داخل فمور در صورتی نیاز به استفاده از سیمان وجود داشته باشد، ابتدا آن را به داخل کانال تزریق کرده و سپس ایمپلنت فرو داده میشود و اگر از سیمان استفاده نشود، میله به تنهایی وارد کانال میشود و سپس سطوح متخلخل آن با رشد استخوان پر شده و میله در جاي خود ثابت میشود.
هنگامی که تنها بخش حفره مفصل آسیب دیده باشد نیز به کمک تعویض جزیی، حفره را جایگزین میشود. بدین ترتیب که پس از درآوردن سر فمور از آن، با کمک مته خاصی جدار حفره را تراشیده تا غضروف ها و سطح آسیب دیده داخل استابولوم از بین رفته و فضا براي جا گذاري حفره جدید فراهم شود.
بازسازي رویه هیپ
تکنیک جدیدي از تعویض هیپ که امروزه پدیدار شده، بازسازي رویه هیپ نامیده میشود. این روش که بیشتر در بیماران جوان متداول است، یک پروسه نو پا است و هنوز نمیتوان موفقیت طولانی مدت آن را ارزیابی کرد. در این روش بخش حفره مشابه تعویض کل هیپ، جایگزین می شود و سر فمور با قطعه نیم کره اي تعویض یا پوشانده میشود. این قطعه با سیمانی بر روي سر فمور نصب شده و میله کوچکی دارد که وارد گردن فمور میشود.
جراحی هاي تعویض هیپ در از بین بردن درد و ترمیم مفصل آسیب دیده بسیار موفق عمل کرده اند. هر چند مشکلات متعددي چون سایش، فرسودگی و به وجود آمدن ذرات ریز در این عمل وجود دارد که ممکن است منجر به لزوم جراحی هاي ثانویه شود. البته بیمارانی با وزن بیش از 165 پوند بیشتر با مشکل مواجه خواهند بود اما احتمال دوام پروتز تا 20 سال، حدود 80 درصد است.
عمل جراحی تعویض مفصل ران در ناحیه لگن را که در آن یک مفصل مصنوعی در ناحیه لگن کار گذاشته میشود را آرتروپلاستی لگن مینامند.

ساختمان مفصل مصنوعی لگن
همانطور که ذکر شد یک مفصل مصنوعی لگن یا ران از یک گوي یا کره از جنس فلز و یک کاسه از جنس پلاستیک ساخته شده است. به منظور اتصال جزء کروي به تنه استخوان ران، به کنار گوي، دستهاي متصل شده است که در حین عمل جراحی در درون کانال مدولري استخوان ران قرار میگیرد ( استخوان ران
به شکل یک لوله تو خالی است و کانال داخلی آن را کانال مدولري مینامند).
جنس دسته ( که به آن استم Stem هم میگویند) از فلز تیتانیوم یا آلیاژ کروم- کبالت بوده و به اشکال گوناگون طراحی و ساخته میشود. قسمت گوي یا سر، معمولا از آلیاژ کروم- کبالت یا از مواد سرامیکی (اکسید آلومینیوم یا اکسید زیرکونیم) ساخته میشود. سطح رویی این گوي را بسیار صاف و صیقلی میسازند
تا به راحتی در درون کاسه حرکت کند.
کاسه را معمولا از نوعی پلاستیک بسیار مقاوم و از نوع خاصی از پلی اتیلن میسازند. البته گاهی بجاي استفاده از پلی اتیلن از کاسه هایی از جنس سرامیک یا فلز هم استفاده میشود. پس در سطح مفصلی یک مفصل مصنوعی ران، در واقع فلز یا سرامیک از یک طرف با فلز یا سرامیک یا پلاستیک در طرف دیگر در تماس قرار میگیرد. مورد استفاده ترین آنها مفصل شدن سر فلزي با کاسه پلاستیکی است. در انواع جدید مفصل مصنوعی ران، کاسه پلاستیکی در درون کاسه فلزي دیگري قرار میگیرد و این کاسه فلزي است که در تماس با استخوان لگن قرار خواهد گرفت.
موادي که در ساخت این مفاصل مصنوعی بکار میروند با بدن سازگارند و از طرف بدن دفع نمیشوند. این مواد تا حد زیادي در مقابل سایش و زنگ زدگی مقاومند. به اندازه کافی قوي هستند تا بتوانند وزن بدن را تحمل کرده و شکسته نشوند و به اندازه کافی قابلیت ارتجاعی دارند تا ترد و شکننده نباشند. بنابراین این مفاصل مصنوعی از مواد بسیار پیشرفته و با استاندارد و تکنولوژي بالایی ساخته میشوند و همین عامل موجب بالا بودن نسبی قیمت آنها است.

بررسی موارد مصرف و کاربرد ایمپلنت پزشکی
وقتی غضروف به شدت تحلیل میرود، استفاده از مفاصل بسیار دردناك شده و فرد دیگر نمیتواند آزادانه مفصل خود را در همه جهات تکان دهد و این موضوع باعث کاهش دامنه حرکتی مفصل و بازماندن شخص از کارهاي روزمره میشود و در آن صورت چارهاي جز جراحی و جایگزین کردن مفصل باقی نمیماند . گاهی هم علت نیاز به تعویض مفصل اتفاق دیگري نظیر حوادث و تصادفات است .مثلاً سالمندانی که دچار پوکی استخوان شده اند ممکن است با یک ضربه خفیف، دچار شکستگی استخوان و دررفتگی مفاصل شوند.
در چنین حالتی و بویژه زمانی که احتمال جوش خوردن استخوانهاي شکسته اندك بوده و بازگرداندن مفصل به شکل اولیه خود ناممکن است، پزشک از پروتزها و مفاصل مصنوعی براي ترمیم استخوانها و بازسازي مفاصل کمک میگیرد .
مفصل ران یکی از شایعترین مفاصلی است که مورد تعویض قرار میگیرد و جالب است بدانید که جایگزین کردن مفصل دررفته ران با مفصل مصنوعی یکی از صد پیشرفت برتر علم پزشکی در قرن اخیر شناخته شده است.
استفاده از این مفصل تاکنون توانسته درد و رنج صدها هزار نفر را در سراسر جهان کاهش دهد. شایعترین علت تعویض این مفصل همان طور که گفتیم، آرتروز است و پس از آن آسیبهاي ناشی از عفونت مفصل و شکستگی ناشی از زمین خوردن، آن هم در زنان مسنی که دچار پوکی استخوان شده اند، موجب نیاز به مفصل ران مصنوعی میشود .
امروزه بیش از 60 نوع مفصل ران در دنیا وجود دارد که پس از کار گذاشته شدن در بدن، عمري معادل ده سال یا بیشتر دارند.
اهمیت استراتژیکی ایمپلنت پزشکی
با پیشرفت صنایع مختلف، استفاده از تکنولوژي هاي جدیدتر که در خدمت صنعت جدید باشد، ضروري به نظر میرسد.آرتروپلاستی به عمل ساخت مفصل جدید قابل حرکت اطلاق میشود. تکامل موفقیت آمیز آرتروپلاستی در سی سال اخیر در اثر ابداع مواد بیولوژیک جدید براي تعویض سطوح مفصلی و نیز تکنیکهاي جراحی براي اتصال آنها حاصل شده است. آرتروپلاستی هیپ, انقلابی در درمان آرتریت مفصل ران به وجود آورده است. به طوري که در حال حاضر استفاده از آرتروپلاستی به زانو، شانه آرنج و برخی از مفاصل دست و پا نیز گسترش یافته است.
استفاده از آرتروپلاستی بیشتر در سالمندان و بیماران مبتلا به آرتروز شایع است اما در مواقعی در اثر شکستگی و حوادث و تصادفات و بویژه زمانی که احتمال جوش خوردن استخوانهاي شکسته اندك باشد و بازگرداندن مفصل به شکل اولیه خود ناممکن است، پزشک از پروتزها و مفاصل مصنوعی براي ترمیم استخوانها و بازسازي مفاصل کمک میگیرد. با توجه به مطالب بیان شده اهمیت این کالا به وضوح مشخص است.
کشورهاي عمده تولید کننده و مصرف کننده ایمپلنت پزشکی
|
کشورهاي عمده تولیدکننده ایمپلنت پزشکی |
||
| ردیف | نام کشور | نوع تولیدات |
| 1 | سوییس | مفصل مصنوعی |
| 2 | آمریکا | مفصل مصنوعی |
| 3 | آلمان | مفصل مصنوعی |
| 4 | فرانسه | مفصل مصنوعی |
| 5 | چین | مفصل مصنوعی |
|
کشورهاي عمده مصرف کننده ایمپلنت پزشکی |
||
| ردیف | نام کشور | عنوان محصول |
| 1 | آمریکا | مفصل مصنوعی |
| 2 | آلمان | مفصل مصنوعی |
| 3 | فرانسه | مفصل مصنوعی |
| 4 | چین | مفصل مصنوعی |
بررسی اجمالی تکنولوژي و روشهاي تولید ایمپلنت پزشکی
در تولید قطعه ایمپلنت هیپ از روش فورج استفاده میگردد که به شرح زیر میباشد:
- انتخاب مواد اولیه
آنالیز دقیق مواد اولیه در خصوصیات مکانیکی و فنی قطعه نهایی بسیار نقش مهمی را ایفا می نماید از اینرو انتخاب مواد اولیه (نوع ترکیب فولاد یا فلزات رنگین)اولین مرحله فرایند تولید محسوب میگردد. - آماده سازي مواد اولیه
برخی قطعات مورد استفاده در ساخت ماشین آلات صنعتی، نیازمند استفاده از قطعاتی با مشخصههاي مکانیکی خاص هستند که این مشخصات در مواد اولیه موجود بازار قابل استحصال نمیباشد .از اینرو لازم است خواص مواد اولیه مورد استفاده از طریق عملیات متالوژیکی بهبود پیدا نماید .کربن دهی،
نیتروژنیزاسیون و موارد مشابه از عملیات بهبود خواص مکانیکی مواد اولیه محسوب میگردد که این عملیات روي مواد اولیه مورد استفاده قطعه سازي انجام میگیرد. - گرم کردن مواد اولیه و رساندن آن به نقطه خمیري
عملیات فورج (آهنگري) به دو صورت گرم و سرد انجام می گیرد. روش سرد در ساخت قطعات با درجه استحکام پایین و همچنین درجه شکلدهی اندك مورد استفاده قرار میگیرد. این روش کاربرد اندکی در صنعت دارد و اکثراً مخصوص قطعات کوچک و ساده است.روش دوم عملیات فورجینگ، فورج گرم است که بخش عمده و قریب به اتفاق قطعه سازي تحت این فرایند را تشکیل میدهد. در این حالت مواداولیه مصرفی قطعه مورد نظر تا درجه خمیري به وسیله کوره هاي مخصوص عملیات آهنگري گرم شده (گداخته شده) و قطعه جهت عملیات کوبش و شکلدهی آماده میشود. درجه دقیق حرارت دهی مواد تابع آلیاژ و ترکیب مواد و همچنین خصوصیات مکانیکی مورد انتظار از قطعه نهایی می باشد. - شکل دهی قطعه گداخته توسط ضربات پرس
محور فرایند فورجینگ، شکل دهی قطعه در حالت گداخته است .در این مرحله قطعه سرخ شده در قالب قرار داده شده و به وسیله ضربات پرس فورج، شکل قالب را به خود میگیرد .در این عملیات قطعه گداخته با فشار داخل قالب رانده میشود که این عمل سبب فشرده شدن قطعه و همچنین ایجاد بلورهایی یکسان و همگن با اندازه کوچکتر از وضعیت اولیه شده که در نهایت نتیجه سبب بهبود خواص مکانیکی قطعه همزمان با شکلگیري آن میگردد. - ماشینکاري قطعه فورج شده و رساندن آن به شکل و ابعاد نهایی
در بالا ذکر شد که محوریت عملیات فورج، شکل دهی آن در حالت گرم از طریق فشار پرس و راندن قطعه با فشار به داخل قالب میباشد. در این عمل به علت گداخته بودن قطعه، اکسیداسیون در سطح قطعه اتفاق میافتد. از طرف دیگر دقت ابعادي در عملیات فورج عموماً قابل رعایت نمیباشد و لذا از نظر ابعادي
قطعه فورج شده به صورت کامل منطبق با ابعاد نهایی مورد انتظار از قطعه مطابق نقشه فنی آن نیست . بنابراین به منظور حذف سطح اکسید شده قطعه و همچنین تولید قطعه با ابعاد دقیق مطابق نقشه فنی، قطعه فورج شده ماشینکاري میگردند.عملیات ماشینکاري علاوه بر حذف اکسید سطح قطعه و ایجاد ابعاد بسیار دقیق، صافی سطح مورد نظر را نیز روي قطعه ایجاد نموده و آن را مناسب جهت استفاده در محل مورد نظر ماشین مینماید. همچنین براي تهیه قسمت پلیمري از دستگاه تزریق استفاده میشود. بدین صورت که گرانولهاي پلی اتیلن وارد قسمت خوراك میشوند، حرارت داده میشوند و پس از ذوب شدن وارد قالب میشوند و به شکل قالب مورد نظر در میایند. در ادامه شکل دستگاه هاي مورد استفاده جهت تهیه ایمپلنتهاي پزشکی آمده است. لازم به ذکر است از آنجا که این قطعات در بدن مورد استفاده قرار میگیرند نیاز به استریلیزاسیون و میکروبزدایی در انتهاي عملیات ساخت دارند.
پرس

کوره عملیات حرارتی

کوره مشعلی پیشگرم و فرم دهی

ماشین فرز نیمه سنگین

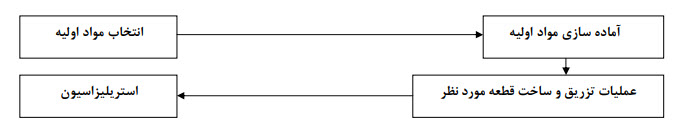
دیاگرام تولید ایمپلنت پزشکی
دیاگرام ساخت قطعات فلزی:

دیاگرام ساخت قطعات پلیمري :
معرفی تولید کنندگان ماشین آلات خط تولید ایمپلنت پزشکی
- شرکت های ایرانی:
- آذرکار : انواع کوره ها
- تپکا: انواع کوره ها
- ماشین سازي تبریز: دستگاههاي فرز و تراش و سنگ و …
- ماشین سازي اسدالهی: پرس هیدرولیک و ضربه اي
- شرکت های خارجی:
- تولیدکننده ماشین تراش و فرز:
- J.P. Machine Tools
- Decora Machine Tools
- Leader Machine Tools
- Technomech Machine Tools
- تولیدکننده کوره :
- Technotherma India (Pvt)
- Thermotec Furnaces, (India)
- Industrial furnaces
- Exacta Furnaces
- OXY-GON INDUSTRIES








