
معرفي پارچه پوشاک زمستانی
توليد پارچه شامل تهيه انواع منسوجاتي است كه در مصارف پوشاك يا صنعتي مورد استفاده قرار ميگيرند. بطور كلي پارچهها به دو دسته بافته شده و نبافت تقسيم بندي ميشوند. در پارچه هاي بافته شده از انواع نخها براي توليد منسوج استفاده ميشود، در حاليكه در منسوجات نبافت، مستقيماً از خود الياف براي تهيه پارچه استفاده ميگردد. ويژگي هاي هر يك از پارچه هاي بافته شده و نبافت تعيين كننده موارد كاربرد آنها در زمينه هاي مختلف ميباشد.
به عنوان نمونه، پارچه هاي نبافت كمتر در مصارف پوشاك رو مورد استفاده قرار ميگيرند و بيشتر مصارف صنعتي دارند. توليد پارچه هاي بافته شده، مستلزم بافت رفتگي (بافت) نخ ها است. بافت نخ ها به روشهاي مختلفي صورت ميپذيرد. چنانچه توليد پارچه با بافترفتگي دو دسته نخ به شكل مستقيم و عمود برهم (تاروپود) همراه باشد، بافندگي تاري پودي و اگر بافت رفتگي نخها با يكديگر، مستلزم ايجاد حلقه اي از نخ باشد، بافندگي حلقوي ناميده مي شود.
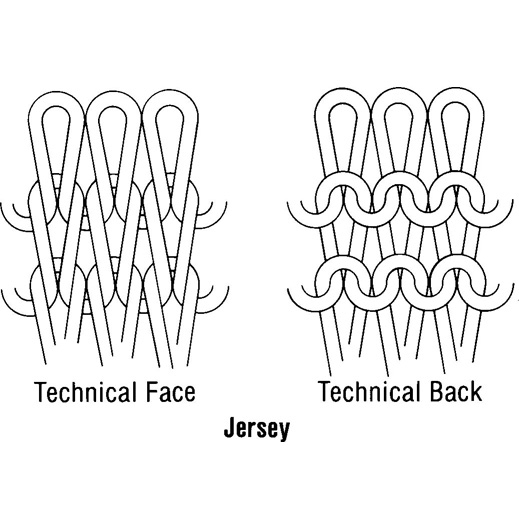
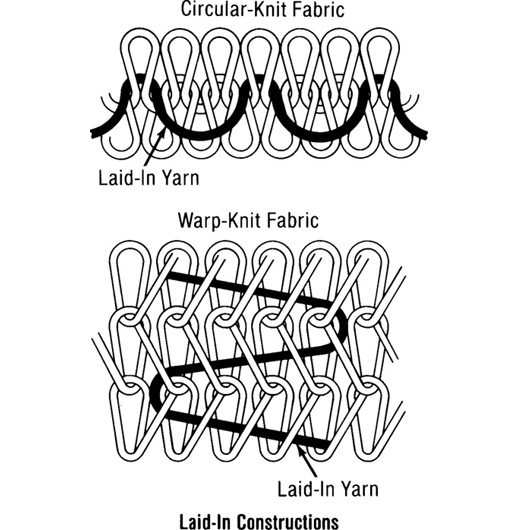
روش توليد پارچه حلقوي به دو دسته كلي «بافندگي حلقوي پودي» و «بافندگي حلقوي تاري» تقسيم ميشود. در روش بافندگي حلقوي، نخ ها به صورت حلقه در مي آيند. هر يك از حلقه هاي ايجاد شده از بين يكديگر عبور ميكنند و ضمن درگير شدن با حلقه قبلي به هم متصل ميشوند. بافندگي حلقوي، دومين روش بافت بعد از بافندگي تاري پودي است و قرنها از استفاده اين روش بافندگي ميگذرد. كاربرد منسوجات توليدي توسط اين روش، در زمينه هاي مختلف منسوجات لباسي و منسوجات صنعتي ميباشد.
عمل بافت در سيستم هاي بافندگي حلقوي توسط سوزن انجام ميشود. در اين حالت ابتدا نخ به سوزن تغذيه ميشود و توسط قلاب سوزن كشيده شده و از داخل حلقه قبلي عبور داده ميشود. با عمل عبور دادن نخ جديد از داخل حلقه قبلي، حلقه قبلي آزاد ميگردد. خصوصيات ساختمان بافت حلقوي، بستگي به نحوه اتصال حلقه ها به طرفين و بالا و پايين آن دارد. حلقه هايي كه در يك ستون عمودي قرار دارند رديف و حلقه هايي كه در يك خط افقي هستند، رج ناميده ميشوند. در سيستم هاي بافندگي حلقوي، علاوه بر و بادامك سوزن به عنوان عامل اصلي بافت از قطعات ديگري از قبيل سينكر استفاده مي شود.
در هر يك از سيستم هاي بافندگي حلقوي پودي و حلقوي تاري، متناسب با ويژگي هاي پارچه هاي مورد نظر، از ماشين هاي متنوعي استفاده مي شود. در سيستم بافندگي حلقوي پودي از ماشين هايي مانند ماشين تخت باف،ماشين گرد باف،ماشين هاي جوراب بافي و ماشـنيهاي راسـت بـاف اسـتفاده مـي شـود . در صورتيكه در سيستم بافندگي حلقوي تاري ماشين هايي مانند ماشين تريكو يا كتن و ماشين راشل مورد استفاده قرار مي گيرند.
عبارت “بافندگي حلقوي” به روشي از ايجاد بافت اطلاق ميشود كه با خميده كردن طولي از نخ به شكل حلقه هاي يك زنجير، كه از ميان يكديگر عبور داده شده اند، پارچه توليد ميگردد. بافندگي حلقوي با روش دستي، قدمت ديرينه دارد و احتمالاَ از روش گره زدن يا تابيدن نخها به يكديگر، الهام گرفته است. تشكيل حلقه با انگشتان دست، سالهاي طولاني قبل از آنكه ميل بافتني اختراع شود، وجود داشته است. در موزه شهر لستر انگلستان، يك جفت پوتين و دستكش بلند بافندگي حلقوي متعلق به مصر از قرن پنجم نگهداري ميشود. مهارت استفاده از دانهگيري، كور كردن، كيسه اي بافتن و ايجاد نقشه نمايانگر پيشرفته بودن بافتني دستي در اين دوره است .
شگفت انگيز است كه نزديك به ده قرن طول ميكشد تا بافتني دستي به ايتاليا ميرسد و سپس در اروپا گسترش مييابد. بعدها بافندگي حلقوي به يك روش توليد منسوجات در انگلستان تبديل شد. در سال 1488 مجلس آن كشور كنترل قيمت را در دست گرفت و هنري پنجم (1547-1509) اولين پادشاهي بود كه جوراب بافتني استفاده نمود. اولين جوراب بافتني از جنس ابريشم، در سال 1550 بافته شد و در سال 1561 به دليل ظرافت و قابليت كشش خوب آن مورد توجه ملكه اليزابت قرار گرفت .
امروزه استفاده از ماشين هاي حلقوي تخت باف براي توليد لباس زمستاني، در انواع پوليور، ژاكت، بلوز، مانتو و …. ، به ،ها علت كارايي اين ماشين مرسوم شده است. اين ماشينها قابليت البسه زمستاني با طرحها و رنگ هاي مختلف را با انواع نخهاي پشمي، هايبالك، پنبهاي و …. دارند و امكان تعويض سريع نوع پوشاك (سايز، طرح و رنگ بندي) را دارند. اين قابليتها كمتر در ماشينهاي بافندگي ديگر وجود دارد .
همانطور كه اشاره گرديد روشهاي مختلفي براي توليد پارچه در صنعت نساجي وجود دارد كه امروزه از بين آنها از سيستم بافندگي حلقوي با استفاده از ماشين هاي تخت باف گيج 2/5 تا 10 براي توليد پارچه برخي از لباسهاي زمستاني زنانه، مردانه و بچه گانه، نظير ژاكت، پوليور، جليقه، شال، كلاه استفاده ميشود.
اغلب ماشين هاي تخت باف امروزه داراي سيستم ژاكارد الكترونيكي هستند و نياز به نخ رنگي دارند. نخ هاي مورد استفاده در اين ماشين ها اغلب در سيستم ريسندگي الياف بلند ريسيده مي شوند و بيشتر از الياف پشم و اكريليك و ويسكوز به صورت خالص يا مخلوط استفاده ميشود. در كشور ما بيشترين نخ هاي مورد استفاده براي البسه زمستاني، نخهاي هايبالك اكريليك با نمرات 18/2 ، 24/2 و 48/2 متريك است .
بررسی نخ های مورد استفاده در پوشاک زمستانی در ایران و اروپا
البسه مورد استفاده در مناطق سردسير به عنوان لباس رو، نظير ژاكت، پوليور، مانتو، شال و كلاه از چند نظر متنوع هستند. جنس و نمره نخ مورد استفاده، ضخيم و ظريف بودن بافت و طرح لباس دوخته شده ، پارامترهاي اساسي هستند كه در كيفيت و قيمت تمام شده نقش مؤثري دارند. در حال حاضر، در كشور ما از نخهاي بالك و فانتزي اكريليك با نمرات 18 الي 48 به صورت 2 تا 4 لا براي بافت لباس زمستاني استفاده مي .شود در جدول زير قيمت عمده فروشي برخي از البسه زمستاني، ارائه شده است .
در كشورهاي اروپايي استفاده از نخهاي اكريليك در توليد لباس زمستاني، مرسوم نيست و از نخهاي مخلوط الياف پشم، ويسكوز ريون، نايلون و پنبه بيشتر استفاده مي شود از طرفي هزينههاي طراحي و توليد پوشاك در اين قبيل كشورها بسيار زياد است. بنابراين قيمت تمام شده اين محصول، بسيار بالاتر از ايران است به. عنوان مثال يك پوليور مردانه ساده بين 25-50 يورو در اروپا به فروش ميرسد .
موارد مصرف و كاربرد پوشاک زمستانی
ماشين بافندگي حلقوي تخت امروزي، قابليت استفاده همزمان از نخهاي مختلف، طرحها، سايزها و نقشه هاي مختلف را دارند. بنابراين امكان توليد البسه متنوعي را فراهم ميكنند كه از آنها ميتوان به موارد ذيل اشاره نمود :
- پوليور زنانه، مردانه و بچه گانه
- بلوز و پيراهن زنانه
- مانتو و شلوار
- شنل
- كلاه و شال
- ژاكت زنانه، مردانه و بچه گانه
بررسي كالاهاي جايگزيني و تجزيه و تحليل اثرات آن
امروزه محصولات توليد شده توسط ماشينهاي تخت باف، بيشترين كاربرد را بهعنوان پوشاك زمستاني دارند و تقريباً بدون رقيب هستند. با اين وجود در برخي موارد از ما شينهاي حلقوي گردباف نيز براي اين منظور استفاده ميشود كه محدوديتهاي زيادي به لحاظ سايزبندي و تنوع رنگپذيري دارند و استفاده از آنها، عمومي نشده است. جايگزين ديگري كه براي محصولات ماشين هاي تخت باف مطرح است، استفاده از پارچه هاي دو لايه است كه لايه داخلي آن بيبافت و لايه رويي تاري ـ پودي است. اين محصول بيشتر به عنوان پالتو و كاپشن مورد استفاده ميشود و نميتواند جايگزين مناسبي براي پوليور باشد .
اهميت استراتژيكي پوشاک زمستانی در دنياي امروز
پوشاك زمستاني، سهم قابل ملاحظه اي از پوشاك مورد نياز انسان را شامل ميشود و در سلامتي انسان و كيفيت زندگي شخص در هواي سرد، نقش بسزايي بر عهده دارد. بنابراين پرداختن به مسائل فني توليد، قيمت تمام شده و سليقه افراد مختلف، در توليد يك محصول مطلوب از اهميت بالايي برخوردار است .
نكته مهم ديگر، سهم بالاي تجارت پوشاك در جهان امروز است به. طوريكه بررسي ها نشان ميدهد؛ ميزان گردش مالي تجارت پوشاك، برابر با گردش مالي كل صنعت نساجي (شامل توليد الياف، ريسندگي، بافندگي، چاپ و تكميل و … ) است. بنابراين مديريت بر فرآيند توليد پوشاك، نيازمند توجه بسياري است و سهم خواهي از بازار آن، لازم و ضروري است .
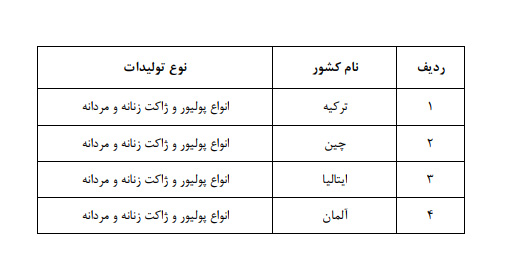
كشورهاي عمده توليد كننده و مصرف كننده پوشاک زمستانی

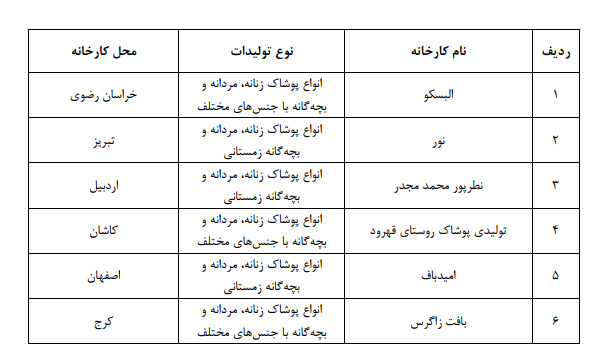
شركتهای داخلی عمده توليد كننده پوشاک زمستانی
شرايط صادرات پوشاک زمستانی
صادر كردن هركالا موكول به موافقت وزارت بازرگاني و دارابودن شرايط موجود در آيين نامههاي گمرك، همچنين دارابودن مزيتهاي رقابتي در بازارهاي بينالمللي ميباشد. بررسي كتاب مقرارات صادرات و واردات وزارت بازرگاني در سال 1387 ،نشان ميدهد صاردات پوشاك زمستاني، آيين و مقررات ويژهاي ندارد .
بررسی تكنولوژی و روش های توليد پوشاک زمستانی
فرآيند توليد انواع پوليور شامل؛ طراحي لباس، انتخاب مواد اوليه، آماده سازي نخ، بافت، دوخت و بسته بندي است كه در ادامه بهطور مختصر پرداخته ميشود. لازم به ذكر است در هر مرحله، نياز به كنترل كيفيت به شدت احساس ميشود و لازم است به دقت پارامترهاي مؤثر به طور مرتب بررسي شود .
-
طراحي
طراحي لباس براساس تجهيزات و امكانات موجود، قيمت تمام شده و سليقه مشتري انجام ميشود كه در ماشينهاي تخت باف امروزي، بهوسيله نرمافزار منحصر به فرد شركت توليدكننده دستگاه، انجام ميگيرد .
-
انتخاب نخ مورد نياز
پارامترهاي مهمي كه در انتخاب نخ، مهم است، نوع و جنس نخ، رنگ، نمره نخ، يكنواختي جرمي و رنگرزي و قيمت آن است. اين مرحله از توليد پوليور، نقش زيادي در كيفيت و ظاهري پوشاك توليد شده دارد .
-
آماده سازي نخ
در سيستم بافندگي حلقوي، نخها توسط سوزن به شكل حلقه در ميآيند و در داخل ساختمان منسوج قرار ميگيرند. بنابراين درگيري بين نخها و سوزنها بسيار زياد است. براي جلوگيري از فرسايش سوزنها، پارگي نخها و صحت عمليت بافت، لازم است بسته نخ تغذيه شده به ماشين بافندگي، بدون عيب و پارگي بوده و براي كاهش اصطكاك، سطح آن به پارافين آغشته شود. اين عمل در واحدهاي توليد البسه زمستاني با استفاده از يك دستگاه بوبينپيچي در كنار ماشين تختباف و قبل از تغذيه نخ انجام مي شود.
-
بافت
همانطور كه قبلاً اشاره گرديد؛ مناسبترين ماشين براي بافت پوليور، ماشين تخت باف است. امتياز ساخت اولين ماشين تختباف در سال 1865 به يك آمريكايي به نام لمب داده شد. در سال 1867 در نمايشگاه ماشين آلات پاريس، از اسم لمب توسط دوبيد براي ماشين تخت باف ساخت خود استفاده كرد و مشابه با آن در سال 1873 يك مهندس آلماني به نام اشتول شروع به ساخت ماشينهاي لمب (تخت باف) نمود. در اواخر سال 1890 او نه تنها سازنده ماشينهاي تخت باف از نوع ريب بود، بلكه ماشين هاي دوبله سيلندر (پرل) تختباف را نيز ميساخت. اين دو كارخانه سازنده به نام هاي دوبيد و اشتول نقش مهمي در تحول و پيشرفت ماشينهاي تختباف داشته اند .

در اوايل سال 1960 شخصي به نام مكويين سعي كرد ماشين تخت بافي بسازد كه مجهز به سوزن مركب و كنترل كامپيوتري باشد، اما موفق نشد. ايده او، توليد بافت به صورت قواره بافي فرمدار بود و اتصال قواره هاي بافته شده با نخ جداكننده انجام ميگرفت. همچنين وارد عمل شدن بادامك بالا برنده پايه سوزن ميتوانست از طريق مغناطيس انجام شود و از نواركنترل به منظور انتخاب سوزن براي ايجاد طرح و قواره بافت استفاده شود و حداكثر تا شش ماشين توسط كامپيوتر كنترل گردد. اگرچه او نتوانست در آن زمان به اهداف خود برسد، اما امروزه با استفاده از ميكروالكترونيك و قطعات مختلف بر روي ماشينهاي تخت باف، بخشي از آرزوهاي وي تحقق يافته است .

معمولاً گيج ماشينهاي تخت باف براساس تعداد سوزنها در يك اينچ تعيين ميشود (سيستم انگليسي) اما از سيستم متريك نيز براي تعيين گيج سوزنها استفاده ميشود. در سيستم متريك، گيج فاصله مركز يك سوزن از مركز سوزن مجاور خود برحسب ميليمتر، ميباشد. در اين روش براي گيجهاي بزرگتر از نخ ضخيمتر استفاده ميگردد، در حاليكه در سيستم انگليسي هرچه گيج بيشتر باشد، نخ ظريفتر به كار ميرود؛ بهطور مثال، در صورتي كه گيج ماشيني در سيستم انگليسي 10 سوزن در يك اينچ باشد، فاصله دو سوزن مجاور هم، برابر 2/5 ميليمتر است كه معادل گيج 25 در سيستم متريك خواهد بود .غالباً گيج ماشينهاي تخت باف از 5 تا 12 سوزن در اينچ است، اما ماشينهايي با گيج ، 2/5 ، 14 و 16 نيز ساخته شده است. عرض صفحه سوزنها در ماشينهاي تختباف نواربافي از 14 تا 50 سانتيمتر و در ماشينهاي دستي از 80 تا 120 سانتيمتر است، در حاليكه ماشينهاي برقي اتوماتيك داراي عرض صفحه از 66 تا بيش از 200 م سانتي تر ميباشند. در سالهاي اخير ماشينهاي با عرض زياد مورد توجه بيشتري قرار گرفته اند .
بر روي ماشينهاي تختباف، دو صفحه سوزن نسبت به هم به دو حالت قرار ميگيرند. چنانچه زاويه دو صفحه نسبت به هم 90 تا 104 درجه باشد شكل “v “مانند خواهند داشت. ماشينهاي تخت باف پرل و يا لينكس ـ لينكس داراي دو صفحه سوزن با زاويه 180 درجه نسبت به هم ميباشند كه مقابل يكديگر قرار گرفته اند. اين نوع ماشينهاي مجهز به يك سري سوزن دو سر زبانهدار بوده كه هريك از سوزنها با يكي از دو قلاب خود در يك صفحه عمل بافت انجام ميدهند و قلاب ديگر، مانند پايهاي براي سوزن ميباشد كه توسط عامل انتقال دهنده كنترل ميگردد. درون شيارهاي هر صفحه، يك سري انتقال دهنده وجود دارد كه پايه هريك از آنها از بادامك داخل روكش فرمان ميگيرد .
ماشينهاي تختباف جديد، از لحاظ اقتصادي به صرفه هستند و در آنها سعي شده است با اضافه كردن قابليتهاي متعددي، ميزان مصرف نخ را كاهش و قدرت طراحي را افزايش دهند. يكي از اين قابليت ها، اضافه كردن نخبرهاي ايتارسيا به ماشين تختباف است. ماشين هاي تختباف اينتارسيا كه بافت ناحيه اي توليد مي نند، غالباً داراي دو صفحه سوزن ميباشند كه از يك صفحه براي عمليات بافت ساده همراه با نقوش رنگي استفاده ميشود و از صفحه ديگر براي بافت كشباف ريب در هنگام قواره بافي و يا بافتهاي ديگري كه بر روي دو سري سوزن بافته ميشوند، استفاده ميشود. توليدات “بافت ناحيه اي” معمولاً گرانتر بوده و تقاضا براي اين نوع بافتها بستگي به مد دارد .
-
دوخت
دوخت پوشاك، از مهمترين مراحل توليد است و امكان رفع بخشي از عيوب قسمت هاي قبل را دارد. اين مرحله شامل چندين فرآيند جداگانه است كه به اختصار عبارتند از :
- افت گيري: در اين فرآيند، پارچه، تحت عمليات بخار قرار ميگيرد تا حداكثر جمعشدگي در آن اتفاق بيفتد و ثبات آن افزايش يابد. با انجام صحيح مرحله افتگيري، ابعاد پارچه در مرحله دوزندگي و بعد از آن تغيير نمي كند.
- برش : بريدن قسمت هاي مختلف پوليور شامل آستين، پيش، پشت و يقه طبق الگوي طراحي در اين فرآيند انجام ميشود
- دانه گيري: اين فرآيند عبارت از وصل كردن قسمت يقه به پيش و پشت برش خورده است .
- دوخت تنه و آستين ها: در اين مرحله تنه و آستين دوخته شده به يكديگر متصل ميشوند .
- نخ كشي: در اين مرحله، نخ هاي اضافي حاصل از مرحله بافت و دوخت مهار ميشود تا دررفتگي در پوشاك به وجود نيايد
- اطو: در اين مرحله لباس دوخته شده، توسط تخت بخار، اطو ميشود تا به فرم مطلوب برسد .
- بسته بندي : در اين مرحله مطابق نياز مشتري و با در نظر گرفتن هزينه آن، لباسهاي آماده به صورت تكي، جين يا تعداد بيشتر، در نايلكس قرار داده ميشود و در انتها در كارتنهاي بزرگ بسته بندي ميشود .
معرفی شركت های توليد كننده ماشين هاي مورد نياز طرح تولید پوشاک زمستانی
| نام ماشین آلات | برند | کشور تولید کننده |
| ماشين آلات بافندگي تخت باف | Stoll | آلمان |
| Shima seiki | ژاپن | |
| دستگاه دانه گيري | K.M.F | آلمان |
| Conti Complett | ایتالیا | |
|
ماشين آلات خط دوخت |
Durkopp Adler | آلمان |
| VI- BE- MPC | ایتالیا | |
| PFAFF | ایتالیا | |
| Siwaba | ژاپن | |
| Juki | ژاپن | |
| Brother | ژاپن | |
| Bernina | ژاپن | |
| Reece | امریکا | |
| Pegasus | ژاپن | |
| Rimoldi | ایتالیا |
بررسی نقاط قوت و ضعف تكنولوژي هاي مرسوم در فرآيند توليد پوشاک زمستانی
در فرآيند توليد پوشاك زمستاني (پوليور) از دستگاههاي ماشين بافندگي حلقوي تخت باف، ماشين دانه گيري و دو نوع چرخ خياطي استفاده ميشود. هريك از اين تجهيزات بايد براساس يك استراتژي بلند مدت (حداقل 8 ساله) انتخاب شود. چرا كه دامنه كاربرد آنها، محدود است و نميتوان برخي از پارامترهاي فني آنها را تغيير داد. بنابراين نياز است قبل از تهيه تجهيزات، مطالعات كاملي در خصوص بازار كالاي مورده نظر و محدوديت اي آن انجام شود. سپس براساس مطالعات و قدرت اقتصادي سرمايهگذار، نسبت به تهيه تجهيزات اقدام شود .
در حال حاضر، شركت هاي معتبري در آلمان، ايتاليا، ژاپن و كره جنوبي ، تجهيزات مورد نياز در فرآيند توليد پوشاك زمستاني را ارائه ميدهند كه از تنوع مناسبي به لحاظ كيفيت، كارايي و قيمت برخوردار هستند و در صورتيكه با استراتژي مناسب تهيه شوند، امكان توليد انواع مختلف پوشاك زمستاني مردانه، زنانه و بچه گانه با كيفيت و قيمت تمام شده مناسب در شرايط حال حاضر كشور وجود دارد .
بررسی عمده مواد اوليه مصرفي در توليد پوشاک زمستانی
عمده مواد اوليه مصرفي در توليد پوليور، نخ هايبالك است و بعد از آن ن خهاي فانتزي اكريليك، نظير مولينه، بوكله و شنيل ميباشد. انواع نخهاي اكريليك در واحدهاي ريسندگي الياف بلند كشور توليد ميشوند كه اسامي برخي از آنهادر جدول زير ارائه شده است. اين واحدها، بخشي از الياف مصرفي خود را از شركت پلياكريل اصفهان و بخشي را از كشورهاي آلمان، كرهجنوبي، چين و … تأمين ميكنند .
پيشنهاد منطقه مناسب براي اجراي طرح توليد پوشاک زمستانی
در مكان يابي يك طرح توجه نكات ضروري بسياري، نظير نزديكي به محل تأميد مواد اوليه، بازارهاي عمده مصرف، امكانات زيربنايي، حمايتهاي دولت و نيروي انساني متخصص وجود دارد كه در ادامه به بررسي گزينه هاي فوق خواهيم پرداخت :
- محل تامين مواد اوليه
عمده مواد اوليه مورد نياز طرح، نخ اكريليك هايبالك است كه مهمترين واحدهاي توليد آن، در استانهاي سمنان، مركزي، قزوين، خراسان رضوي، زنجان و يزد واقع شده است. - بازارهاي فروش محصولات
يكي از معيارهاي مكان يابي براي يك طرح، انتخاب مكان مناسب براي ارائه محصولات توليد شده به بازار مصرف ميباشد. با توجه به ماهيت طرح، بازار فروش محصول در كل كشور پراكنده است ولي در استانهاي پرجمعيت و سردسير كشور، نظير تهران، اصفهان، خراسان رضوي، اردبيل، آذربايجان شرقي و غربي، فارس، قم و مركزي، بازار فروش بهتري دارد . - امكانات زيربنايي طرح
براي تامين نيازهايي زيربنايي طرح، مانند شبكه برق سراسري، راه هاي ارتباطي و شبكه آبرساني و فاضلاب و غيره، در سطح نياز اين طرح در كل كشور مشكلي وجود ندارد. - نيروي انساني متخصص
در طرح حاضر، نياز به افراد متخصص و با تجربه در زمينههاي طراحي و مهندسي پوشاك، نساجي، كامپيوتر و برق است. با توجه بهوجود مراكز آموزش عالي
معتبر در زمينه تربيت نيروي متخصص، در اكثر استان، امكان بهره گيري از نيروي متخصص باتجربه در اين طرح وجود دارد . - حمايت هاي خاص دولت
با توجه به اينكه طرح حاضر جزء طرحهاي صنعتي عموميبه حساب ميآيد، به نظر نميرسد كه شامل حمايت هاي خاص دولت شود. با اين حال اگر اين طرح در مناطق محروم راه اندازي شود، مشمول بعضي از حمايت هاي دولت ميشود .
باتوجه به بررسي پارامترهاي فوق در طرح توليد پوشاك زمستاني، ميتوان نتيجهگيري كرد كه استانهاي سمنان، مركزي، قزوين، خراسان رضوي، زنجان، آذربايجان شرقي و غربي، فارس و قم داراي امكانات و شرايط مناسبتري نسبت به ديگر مناطق كشور براي راه اندازي چنين واحد توليدي ميباشند .
جمع بندي و پيشنهاد نهايي در مورد احداث واحدهاي جديد تولید پوشاک زمستانی
براي جمع بندي مطالعات امكانسنجي احداث واحد توليد پوشاك زمستاني بايد به مسائل و مواد متعددي نظير؛ وجود واحدهاي توليد مشابه، طرحهاي توليدي در دست اجراي مشابه، ميزان نياز كشور ، قيمت تمام شده، سوددهي واحد توليدي، دوره بازگشت سرمايه، امكانات مورد نياز، دانش فني مورد نظر و …
توجه كرد .
همانطوركه در جريان مطالعات و بررسيها، مشخص شد؛ بخشي از نياز كشور به پوشاك زمستاني، توسط كارگاههاي كوچك بدون مجوز تأمين ميشود و در حال حاضر، واحدهاي صنعتي كشور قادر به تامين كل مصرف كشور نيستند. نكته مهم ديگر، روند رو به رشد صادرات پوشاك زمستاني به كشورهاي منطقه و اروپايي است كه نشاندهنده وجود بازارهاي مناسب اين محصول و توانايي توليدكنندگان ايراني ميباشد.
مسأله مهم ديگر، عدم وجود محصولات ارزان قيمت چيني در بازار ايران است. در نتيجه، امكان يكه تازي توليد كنندگان ايراني اين محصول در بازارهاي داخل، كشورهاي همسايه، كشورهاي آسياي ميانه و حتي كشورهاي اروپايي، وجود دارد .
با توجه به موارد مطرح شده فوق، ميتوان نتيجه گرفت؛ بازار مناسبي براي فروش پوشاك زمستاني در كشور و منطقه وجود دارد و درسالهاي آتي با كمبود توليد اين محصول مواجه خواهيم بود.








